ę¶Ēæ┘YėŹ
ūŅą┬ūŅ╚½ūŅ£╩┤_Ą─ę¶ĒæąąśIą┼Žó
Ė┼╩÷
ā×┘|ōP┬ĢŲ„Ą─╔·«aļx▓╗ķ_─zżä®Ż¼ļSų°ōP┬ĢŲ„Ą─░lš╣Ż¼─zżä®į┌ōP┬ĢŲ„╔Žš╝ų°ĘŪ│Żųžę¬Ą─Ąž╬╗Ż¼┐╔ęįšfŻ¼─┐Ū░╦∙ėąōP┬ĢŲ„Ė„▓┐╝■Ą─ĮY║ŽČ╝╩Ūė╔─zżä®żĮYŲüĒĄ─ĪŻįńŲ┌ė╔ė┌╩▄─zżä®░lš╣Ą─Ž▐ųŲŻ¼║▄ČÓ«aŲĘČ╝▓╔ė├ŃT║ŽŻ¼╣╩ę¶┘|╝░ę¶╔½Č╝╩▄ĄĮ║▄┤¾Ą─Ž▐ųŲĪŻ░┤─┐Ū░Ą─ōP┬ĢŲ„░lš╣Ż¼ī”▒╚įńŲ┌Ą─╔·«aĘĮĘ©Ż¼║▄ŪÕ│■Ż¼«öĮ±Ą─╣ż╦ć¤ošōį┌┐╔┐┐ąįĪóę¶╔½╝░┘|┴┐╔ŽČ╝╩Ū¤oĘ©ī”▒╚Ą─ĪŻ¼Fį┌Ż¼╬ęć°ļŖ┬ĢŲ„╝■«aśIĖ▀╦┘░lš╣Ż¼╝╝ąg╦«ŲĮ║═«aŲĘ┘|┴┐čĖ╦┘╠ßĖ▀Ż¼ą╬│╔Å─▓┐╝■╝ė╣żĄĮ│╔ŲĘįOėŗĄ─═Ļš¹Ą─«aśIµ£Ż¼ęč│╔×ķ╩└ĮńĄ┌ę╗Ą─ļŖ┬ĢŲ„╝■╔·«ać°║═│÷┐┌ć°Ż¼╚½Ū“ļŖ┬ĢŲ„╝■Ą─╔·«aųąą─ĪŻ×ķ┴╦ØMūŃļŖ┬ĢŲ„╝■įĮüĒįĮĖ▀Ą─ę¬Ū¾Ż¼ļŖ┬ĢąąśIį┌▓╗öÓäōą┬Ż¼ą┬╝╝ągĪóą┬▓─┴ŽĄ─æ¬ė├╚šęµį÷ČÓĪŻ┼c┤╦═¼ĢrŻ¼ę▓ī”─zżä®į┌ļŖ┬ĢŲ„╝■ųąĄ─æ¬ė├╠ß│÷┴╦ą┬Ą─╠¶æĪŻį┌Łh▒ŻĘĮ├µŻ¼2003─ĻÜW├╦░l▓╝┴╦ROHS-2002/95/ECųĖ┴ŅĪČĻPė┌į┌ļŖÜŌļŖūėįOéõųąŽ▐ųŲ╩╣ė├─│ą®ėą║”╬’┘|ųĖ┴ŅĪĘŻ¼2006─Ļ7į┬1╚šÅŖųŲīŹ╩®Ż¼Š▀¾wę¬Ū¾×ķŻ║
Pb(ŃU╝░Ųõ╗»║Ž╬’)<1000x10-6
Cd(µk╝░Ųõ╗»║Ž╬’)<1 000 x10-6
Hg(╣»╝░Ųõ╗»║Ž╬’)<1000x10-6
┴∙ārŃt╗»║Ž╬’<1000x10-6
PBB<1000x10-6
PBDE<1000x10-6
Įėų°Ż¼2003─ĻÜW├╦░l▓╝┴╦WEEE-2002196/ECųĖ┴ŅĪČĻPė┌ł¾ÅUļŖūėļŖÜŌįOéõųĖ┴ŅĪĘęčė┌2005─Ļ8į┬13╚šÅŖųŲīŹ╩®ĪŻųĖ┴Ņī”ÅUŚēļŖūėįOéõĄ─╗ž╩š╠ß│÷┴╦ę¬Ū¾ĪŻōP┬ĢŲ„ī┘Ž¹┘MŅÉŻ¼╗ž╩š┬╩ę¬▀_ĄĮ70%Ż¼į┘└¹ė├┬╩ę¬▀_ĄĮ50%ĪŻ×ķ┴╦æ¬ī”▀@ĘNę¬Ū¾Ż¼▓╗═¼┐═æ¶Īó▓╗═¼ć°╝ęę▓ųŲėåĖ„▓╗ŽÓ═¼Ą─Łh▒Żę¬Ū¾(ų„ę¬×ķ┴╦┤_▒Ż▀_ĄĮŁh▒Żę¬Ū¾Ż¼Č╝ŽÓæ¬╩šŠoŁh▒Żę¬Ū¾)╚ńSonyųŲėåĄ─SS-00259Ż¼│²┴╦ęį╔Ž6ĘN╬’┘|═ŌŻ¼▀Ćį÷╝ė┴╦▓╗═¼Ą─ę¬Ū¾Ż¼▓óŪęę¬Ū¾ŃU<100x10-6Ż¼µk<5x10-6;2006─Ļ2į┬28╚šŻ¼╬ęć°Ų▀▓┐╬»┬ō║ŽŅC▓╝┴╦ĪČļŖūėą┼Žó«aŲĘ╬█╚Š┐žųŲ╣▄└Ē▐kĘ©ęÄČ©ĪĘĪŻ2006─Ļ12į┬18╚šŻ¼ÜW├╦ėųį÷╝ė─zżä®ī┘ė┌╗»╣żŲĘŻ¼╩ūŽ╚╩Ū╚╦éā┐╝æ]Ą─ī”Ž¾ĪŻ▀@Š═╩Ūī”─zżä®ą┬Ą─╠¶æ:╝╚ę¬Ū¾─zżä®ØMūŃā×┘|ōP┬ĢŲ„╔·«aĄ─ę¬Ū¾Ż¼ėųę¬Ųõ╦∙║¼ėąČŠ╬’┘|Ę¹║ŽŽ▐┴┐ę¬Ū¾Ż¼─zżä®▓╗āHę¬ī”ōP┬ĢŲ„▓┐╝■żĮė└╬╣╠Ż¼▀Ćę¬ęūė┌╗ž╩šĢr▓┐╝■Ą─ĘųļxŻ¼▓ó─▄ØMūŃęį╔ŽĄ─Łh▒Żę¬Ū¾ĪŻ
ōP┬ĢŲ„░lš╣ĄĮĮ±╠ņŻ¼ōP┬ĢŲ„Ų„╝■Ą─╔·«a▓╗æ¬į┘═Ż┴¶į┌Ę┼┬ĢĪóHI-FI╝╝ąg╔ŽŻ¼ą┬╝╝ągĪóą┬▓─┴ŽĄ─æ¬ė├╚šęµį÷ČÓŻ¼ī”ōP┬ĢŲ„╝■╠ß│÷┴╦ą┬Ą─╠¶æ:│¼Ą═ę¶ōP┬ĢŲ„║═Ų¹▄ćōP┬ĢŲ„Ą─░lš╣┌ģė┌┤¾╣”┬╩Īó┤¾┐┌ÅĮŻ¼╚ńJBL╣½╦ŠĄ─W15GT1│¼Ą═ę¶ōP┬ĢŲ„Ņ~Č©╣”┬╩2000WŻ¼╦▓Ģr╣”┬╩5000W;MAGNAT╣½╦ŠĄ─omega530ōP┬ĢŲ„┐┌ÅĮ×ķ508mm(20in)Ż¼Ė³┤¾Ą─ōP┬ĢŲ„┐┌ÅĮ┐╔▀_762mm(30in)Ż¼ōP┬ĢŲ„į┌ķLĢrķgĄ─╣żū„▀^│╠ųą£žČ╚┐╔Ė▀▀_350ĪµŻ¼▀@▒Ē├„įĮüĒįĮ┤¾╣”┬╩Īó┐┌ÅĮĄ─ōP┬ĢŲ„ī”─zżä®╠žäe╩Ūųąą──zĄ──═£žę¬Ū¾ę▓įĮüĒįĮĖ▀ĪŻŽÓĘ┤Ż¼ļSų°╩ųÖCĪó╣Pėø▒ŠļŖ─XĪóMP3ĪóMP4Ą╚Ž“ąĪą═╗»║═╬óą═╗»░lš╣Ż¼ę¬Ū¾▀@ą®«aŲĘ╩╣ė├Ą─ōP┬ĢŲ„ę¬╬óą═╗»ĪóĖ▀▒ŻšµĪŻżĮY╬╗ąĪŻ¼ė├─z┴┐ę▓╔┘Ż¼ī”─zżä®Ą─╠¶æ:│²┴╦ę¬┐╝æ]─zżä®▒Š╔Ēī”ę¶┘|Ą─ė░Ēæ═ŌŻ¼▀Ćę¬┐╝æ]╩®─z╣ż╦ćĄ─ę╗ų┬ąįī”ę¶┘|Ą─ė░ĒæŻ¼╝┤─zżä®ę¬▒Ńė┌═┐─z┴┐Ą─┐žųŲ║═▒ŻūC╗ņ║Ž╗“╣╠╗»ą¦╣¹Ą─ę╗ų┬ąįĪŻę“Ųõė├─z┴┐ĘŪ│Ż╔┘Ż¼ėųę¬▀_ĄĮżĮY┐╔┐┐ąįŻ¼ļSų°▓─┴Ž┐ŲīW╝╝ągĄ─┐ņ╦┘░lš╣Ż¼Į³─ĻüĒķ_░l┴╦┤¾┴┐Ą─ą┬▓─┴ŽŻ¼╠ßĖ▀┴╦ōP┬ĢŲ„Ą─ąį─▄Ż¼į÷╝ė┴╦├└ė^ą¦╣¹ĪŻ╚╗Č°ģs╝ė┤¾┴╦ŲõżĮYļyČ╚Ż¼╠žäe╩Ū×ķ┴╦╩╣«aŲĘ▀_ĄĮę¬Ū¾Ż¼║▄╔┘ę╗ķ_╩╝Š═┐╝æ]ŲõżĮYąįĪŻ╣Pš▀į°Įėė|ę╗┐Ņ╩ųÖCōP┬ĢŲ„Ż¼įOėŗš▀×ķ┴╦▀_ĄĮŲõ─═ąį╝░─│ĘNąį─▄Ą─ę¬Ū¾Ż¼š█ŁhįOėŗė├┴╦╣ĶŽ─zŻ¼Č°┼Ķ╝▄ė├┴╦PP╦▄┴ŽŻ¼żĮY╬╗▓╗ūŃ0.5mmŻ¼░┤─┐Ū░Ą──zżä®╠žąįŻ¼ę¬▀_ĄĮ┐╔┐┐ąįżĮYŻ¼└¦ļyŽÓ«ö┤¾ĪŻ┴Ē═ŌŻ¼║▄ČÓōP┬ĢŲ„Ą─┼õ╝■▓╗öÓėąą┬▓─┴ŽĄ─Ė³ą┬╚ńŻ║
TĶFĪóŖA░Õ:│²┴╦é„ĮyĄ─Õāõ\Ż¼▀Ćį÷╝ė┴╦ÕāŃtĪóļŖėŠŲßĪŻ
┤┼õō:│²┴╦│ŻęÄĄ─ĶFč§¾wŻ¼▀Ćį÷╝ė┴╦Ń£ĶF┼ĪóõXµćŌÆ(▒Ē├µę▓╩╣ė├┴╦ÕāµćĪóÕāŃt╠Ä└Ē)
┼Ķ╝▄:│²┴╦│ŻęÄĄ─ĶF┼Ķ╝▄Ż¼▀Ćį÷╝ė┴╦╦▄┴Ž(╚ńPP)ÕāĮĪóŠ½Ń~Ą─õX┘|┼Ķ╝▄ĪŻ
š±─ż:PPĪóHOROFINEĪó╝āĮzĪó╝ā╠╝ĪóŠ█§źĪóŌüĪóõXĪóŃ@╩»ĪóKevlarĪŻ
ÅŚ▓©:NOMEXĪóPEEKĪŻ
ę¶╚”╣Ū╝▄:KaptonĪóĮī┘Ą╚ĪŻ
ī”─zżä®Ą─╠¶æ:ę²╚ļą┬▓─┴ŽŻ¼▒ž╚╗Ģ■ī”─zżä®Ą─żĮYėą▓╗═¼ę¬Ū¾Ż¼╚ńĖ▀ę¶─żĮī┘ŌüĪóPPĄ╚▒Š╔ĒŠ═╩Ūę╗ĘNŽÓ«öļyżĄ─▓─┴ŽŻ¼ė├į┌Ė▀궫aŲĘ╔ŽŻ¼Ė▀ę¶ę¶╚”║═ę¶─żĄ─żĮYĄ─╠ž╩ŌąįŻ¼╩╣ė├ĄĮĄ──z╦«Š═ėą║▄┤¾Ą─Ž▐ųŲŻ¼╚ńę¬Ū¾─z┴┐╔┘ĪóżĮY└╬╣╠Ż¼─zīė╣╠╗»║¾ė▓Č╚ŽÓī”Ė▀▀Ćę¬ŅÖ╝░┼c╦∙ė├Ą─┤┼ę║╩ŪʱėąŽÓ╚▄ąįĄ╚Ż¼╦∙ėą▀@ą®Śl╝■Ż¼į┌─zżä®▀xė├╔ŽČ╝ę¬┐╝æ]ĪŻ
─zżä®Ą─ę╗ą®╠žąį
─▄╩╣ā╔ĘN╗“ā╔ĘNęį╔ŽĄ─╬’┘|└╬╣╠▀BĮėį┌ę╗ŲĄ─╠ņ╚╗╗“║Ž│╔Ą─ĪóėąÖC╗“¤oÖCĄ─ę╗ŅÉ╬’┘|ĮyĘQ×ķ─zżä®Ż¼ę▓Įąż║Žä®ĪóżĮėä®ĪŻ
ū„×ķ─zżä®▒žĒÜØMūŃ╚ńŽ┬ę¬Ū¾:
(1)▓╗šō║╬ĘNĀŅæBĄ──zżä®Ż¼į┌═┐▓╝Ģræ¬│╩ę║æBŻ¼
(2)ī”▒╗ż╬’▒Ē├µ─▄ē“│õĘųرØÖĪŻ
(3)▒žĒÜ─▄╩╣ŲõÅ─ę║æBŽ“╣╠æB▐DūāŻ¼ą╬│╔łįĒgĄ──zīėĪŻ
(4)╣╠╗»Ģrėąę╗Č©Ą─ÅŖČ╚┐╔ęįé„▀fæ¬┴”Ż¼Ąų┐╣ŲŲē─ĪŻ
(5)─▄ē“Įø╩▄ę╗Č©ĢrķgĄ─┐╝“ׯ¼╝┤┐╝æ]─zżä®Ą─Ę■äšē█├³ĪŻ
─┐Ū░─zżä®ėą╔ŽŪ¦╚fĘNŻ¼╬ęéā┐╔ęįĖ∙ō■▓╗═¼ąį┘|╝░ė├═ŠŻ¼Üw╝{×ķęįŽ┬ÄūŅÉŻ║
(1)░┤ąį┘|Ż¼┐╔Ęų×ķėąÖCŅÉ─zżä®║═¤oÖCŅÉ─zżä®ĪŻ▀m║ŽōP┬ĢŲ„╩╣ė├Ą──zżä®ęįėąÖCŅÉ─zżä®×ķų„Ż¼╚š│Ż╔·╗Ņ│ŻęŖĄ─╚ń╣Ķ╦ß¹}╦«─Óät×ķ¤oÖCŅÉ─zżä®ĪŻę╗░Ń▓╗Ģ■ė├ė┌ōP┬ĢŲ„╔ŽĄ─żĮYĪŻ
(2)░┤╣╠╗»╗»īWūā╗»▀^│╠Ż¼┐╔Ęų×ķĘ┤æ¬ą═Īó╚▄䮹═Īó¤ß╚█ą═Īóē║├¶ą═ĪŻ╩╣ė├ūŅČÓĄ─AB─zät×ķĘ┤æ¬ą═Ż¼┐ņĖ╔─zŅÉŪĶ╗∙▒¹Ž®╦ߧź─zżä®Ą╚ę▓┐╔ęįšf╩ŪĘ┤æ¬ą═Ż¼ę“×ķįōŅÉ─zżä®╣╠╗»Ģrų„ę¬┐┐┐šÜŌųąĄ─رÜŌ▀MąąŠ█║ŽČ°▀_ĄĮ╣╠╗»;Ųõ┤╬╩Ū┬╚ČĪČ■Ž®ŅÉĄ╚║Ž│╔Ą─Ž─zŅÉ─zżä®Ż¼▀@ą®ätī┘ė┌╚▄䮹═Ż¼ā╚║¼ėąę╗Č©Ą─ėąÖC╚▄䮯¼╣╠╗»Ģrų„ę¬┐┐╚▄ä®ō]░lüĒ▀_ĄĮ╣╠╗»ĪŻ╩╣ė├Ģrę¬╝ė¤ßĄĮ╚█╚┌ĀŅæBŻ¼▀_ĄĮØÖرżĮYĄ──zŚlŻ¼ī┘ė┌¤ß╚█ą═;Ė„ĘN╔╠ś╦Īóļp├µ─z╝░ĘŌŽõ─zätī┘ē║├¶ą═ĪŻ
(3)░┤╣╠╗»╣ż╦ćŻ¼┐╔Ęų×ķ╩ę£ž╣╠╗»Īóųą£ž╣╠╗»ĪóĖ▀£ž╣╠╗»ĪóūŽ═Ō╣Ō╣╠╗»Ą╚ĪŻ
(4)░┤ōP┬ĢŲ„ĮYśŗ▓┐╬╗Ż¼┐╔Ęų×ķųąą──zĪóų¦Ų¼─zĪó▀ģ─zĪóčaÅŖ─zĪó┤┼┬Ę─zĄ╚▓╗╣▄░┤──ĘNĘĮĘ©ĘųŅÉŻ¼▀xė├╝░ī”─zżä®╣▄└Ēę╗Č©ę¬┐╝æ]┼cżĮY▀^│╠ŽÓĀ┐▀BĄ─Ąõą═ę“╦žŻ¼▀@ÄūéĆę“╦žų▒Įėė░Ēæ─zżä®Ą─╩╣ė├:
(1)─zżä®Ą─ą╬æBĪŻ
(2)─zżä®Ą─ā”┤µŲ┌ĪŻ
(3)─zżä®Ą─▀mė├Ų┌ĪŻ
(4)żĮY▀^│╠Ą─┐╔ūāąįĪŻ
(5)═┐─z║═żĮY(»B║Ž)ų«ķgį╩įSĄ─Ģrķg(╝┤│ŻšfĄ─┴¶Ģrķg)ĪŻ
(6)─zīėĖ╔į’Ģrķg║═─═£žąįĪŻ
(7)─zīė╣╠╗»£žČ╚╝░£žČ╚▀mæ¬ąį(¼Fį┌║▄ČÓ«aŲĘČ╝ę¬Įø▀^└õ¤ßø_ō¶įć“ׯ¼į┌└õ¤ßĮ╗╠µųąŻ¼║▄ČÓęč╣╠╗»║¾Ą──zżä®Č╝Ģ■╩¦╚źżĮYąįŻ¼ī¦ų┬«aŲĘ┐╔┐┐ąį╩¦ą¦)ĪŻ
(8)▓╗═¼£žČ╚Ž┬żĮYÅŖČ╚Ą─ūā╗»ĪŻ
(9)╠ž╩Ōę¬Ū¾║═ŅAĘ└┤ļ╩®Ż¼╚ńÜŌ╬ČĪóęū╚╝ąį║═ČŠąįĄ╚
▓╗═¼ą╬æBĄ──zżä®ų▒Įėė░Ēæ╩®─z╣ż╦ćŻ¼╚ńŽĪ▒Īę║¾w┐╔ė├ćŖ═┐(š█Łh▓╔ė├ćŖ─zĄ─╔Ž─zĘĮ╩ĮŻ¼║¾ė├¤ßē║┘N║ŽĄ─żĮY╣ż╦ćŻ¼┐╔╠ßĖ▀ą¦┬╩╝░ę╗ų┬ąį)Ż¼ĖÓĀŅ─zżä®ätų╗─▄ė├═┐─zÖC╗“╣╬ĄČ╩Į═┐─zÖCĪŻį┌čb┼õĢrŻ¼żų°Ą─ĢrķgĘČć·øQČ©ż║Ž═┐Ė▓║═čb┼õų«ķgĄ─ĢrķgķgĖ¶Ż¼─zżä®▒ĒĖ╔Ģrķg╠½┐ņŻ¼ė░Ēæż║ŽĄ─┐╔┐┐ąįŻ¼╠½┬²ätė░Ēæą¦┬╩ĪŻę“┤╦Ż¼żų°Ą─ąį┘|īóøQČ©─zżä®Ą─╩╣ė├Śl╝■Ż¼╝┤─zżä®Ą─ą╬æBĪóé„┘|╦┘┬╩Īó╗ņ║ŽĢrķgęį╝░æ¬ė├ĘĮĘ©ĪŻ─zżä®Ą─ā”┤µŲ┌ų▒Įėė░Ēæ╩╣ė├Ą─│╔▒ŠŻ¼ā”┤µŲ┌╠½Č╠Ż¼▓╗╣▄┘|┴┐ČÓ║├Ż¼Č╝Ģ■įņ│╔└╦┘MĪŻ▀mė├Ų┌╩ŪųĖ═┐─zĄĮżĮY╗“AB─z╗ņ║Žų▄Ų┌ĪŻ─┐Ū░╩╣ė├Ą─AB─zČ╝╩Ū╩╣ė├╗ņ║Žūó─zÖCŻ¼ūó─zĄĮ┘N║Žėąę╗Č©Ą─ĢrķgŻ¼╚ń╣¹─zżä®▀mė├Ų┌╠½Č╠Ż¼üĒ▓╗╝░┘N║Ž─zżä®Š═╣╠╗»Ż¼─Ū├┤ī”żĮY┐╔┐┐ąįė░ĒæŠ═ĘŪ│Ż┤¾ĪŻ═¼ĢrŻ¼▀@ĘN─z╗ņ║ŽįĮŠ∙ä“Ż¼╣╠╗»╝░żĮYą¦╣¹Š═įĮ║├Ż¼▀@Š═ąĶę¬┐╝æ]ūó─z╗ņ║Ž╝░Į■ØÖĢrķgĪŻ╠½┐ņ╣╠╗»Ż¼│ŻĢ■Č┬╚¹─zśīŻ╗╠½┬²ėųė░Ēæą¦┬╩ĪŻ
«ö╚╗Ż¼┼ąöÓ─zżä®┘|┴┐ų„ę¬╩ŪųĖÅŖČ╚║═─═Š├ąįŻ¼Ą½▓╗═¼ŅÉą═Ą──zżä®ī”▓╗═¼Ą─æ¬┴”╝░╩®┴”╦┘┬╩Ēææ¬Ą─▓Ņ«É║▄┤¾Ż¼╚ń¤ß╦▄ąįĄ──zżä®▓╗▀mė┌ĮYśŗæ¬ė├Ż¼ę“Ųõį┌ų¦│ų▌^Ą═Ą─žō║╔ĢrāAŽ“ė┌ŲŲē─Ż¼▓óŪęį┌╩▄¤ßĢr▄ø╗»ĪŻ¤ß╦▄ąį─zżä®╩Ū▓╗─▄Įø╩▄ķLĢrķgĄ─š±äėæ¬┴”Ą─Ż¼ļm╚╗į┌Č╠Ģrķgā╚įć“×▒╚¤ß╣╠ąį’@╩Š│÷Ė³┤¾Ą─ÅŖČ╚Ż¼¤ß╦▄ąįŽ─zą═─zżä®═©│Żėą║▄ÅŖĄ─äāļxÅŖČ╚Ż¼į┌▀xė├Ģr║▄╚▌ęūš`ī¦ĪŻ¤ß╣╠ąį─zżä®į┌ę¬Ū¾Ė▀ÅŖČ╚║═Ė▀Ą──═ŲŲē─ĘĆČ©ąįł÷║Žą¦╣¹║▄║├ĪŻ┴Ēę╗éĆę¬ūóęŌĄ─ę“╦ž╩Ū─zżä®╦∙ę¬Ū¾Ą─£žČ╚ĘČć·(═©│Żż║Ž╝■Ą─╩╣ė├£žČ╚╩ŪųĖ─zīė│ą╩▄Ą─£žČ╚Ż¼╝┤─zīė▄ø╗»£žČ╚Č°▓╗╩ŪŁhŠ│£žČ╚)Ż¼Ė▀£žŽ┬╦∙ėą─zżä®Č╝▓╗═¼│╠Č╚ĄžĮĄĄ═ÅŖČ╚Ż¼╦∙ęįį┌─zżä®Ą─╩╣ė├ĢrŻ¼ę╗Č©ę¬┐╝æ]─zżä®Ą─│ą╩▄£žČ╚ĪŻ╚ń<70ĪµĢrŻ¼įSČÓ¤ß╣╠ąį─zżä®║═¤ß╦▄ąį─zżä®Č╝┐╔▀mė├;į┌120ĪµĢrŻ¼ų╗ėą╔┘öĄ¤ß╦▄ąį─zżä®▀mė├Ż¼Č°┤¾ČÓöĄ¤ß╣╠ąį─zżä®Č╝┐╔ė├:>120ĪµĢrŻ¼ų╗─▄▓╔ė├Š▀ėąĘĆČ©┐╣¤ßąįĄ─¤ß╣╠ąį─zżä®┴╦ĪŻ╚¶ąĶę¬Ė³Ė▀£žČ╚ĢrŻ¼ätę¬┐╝æ]╠žäe─═Ė▀£žŅɤß╣╠ąį─zżä®ĪŻŽÓĘ┤Ż¼į┌Ą═£žŽ┬╚ń<-40ĪµĢrŻ¼įSČÓ─zżä®ė╔ė┌░l┤Ó║═ā╚æ¬┴”Č°ī¦ų┬ż║Ž¾wā╚Š█ŲŲē─ĪŻć°ā╚═Ō║▄ČÓ┐═æ¶Ą─«aŲĘŻ¼Č╝ę¬Ū¾ū÷└õ¤ßø_ō¶įć“ׯ¼ų╗╩Ū▓╗═¼Ą─┐═æ¶Ż¼ę¬Ū¾└õ¤ß裣h┤╬öĄ▓╗═¼Ż¼▀@Š═╩Ū╬ęéā¼Fį┌╩╣ė├Ą──zĘNę¬ČÓśė╗»Ą─įŁę“Ż¼▓╗═¼▓┐╬╗żĮYąĶę¬┐╝æ]▓╗═¼╠žąįę¬Ū¾ĪŻ│²£žČ╚ī”żĮYė░Ēæ▌^┤¾═ŌŻ¼Ųõ╦¹ę“╦žę▓╩Ū▓╗┐╔║÷┬įĄ─Ż¼╚ń╗»īWįćä®Īóė═ŅÉĮķ┘|ĪóĖ„ĘN╚▄ä®Īó╗»īWŁhŠ│(│¶č§Īó╦ßÜŌĪó¹}ņFĄ╚)Īó═ŌĮńÜŌ║“║═└Ž╗»Īó▌Ś╔õ(╚ńĻ¢╣ŌĪóX╔õŠĆĪóĘ┼╔õąįĪó╝t═ŌŠĆ)Ą╚ĪŻį┘š▀▀ĆąĶę¬┐╝æ]─zżä®┼c▒╗ż╬’Ą─ŽÓ╚▌ąįŻ¼╚ń─zżä®┼c▒╗ż╬’▓╗ŽÓ╚▌Ż¼īóī¦ų┬żĮY╝■Ą─żĮYŲŲē─Ż¼╚ńĮī┘╝■╩▄╦ßąį(╗“ēAąį)─zżä®Ą─Ė»╬gĪó╚ßąį╦▄┴ŽųąĄ─į÷╦▄ä®▀węŲĄĮ─zżä®Ż¼ī¦ų┬Įń├µżĮYŲŲē─ĪŻ╦∙ęįŻ¼į┌╣®æ¬╔╠╠ß╣®śėŲĘĄ─═¼ĢrŻ¼Č╝ę¬╠ß╣®Ųõąį┘|Ą─įö╝Üšf├„(╝┤«aŲĘ╝╝ągšf├„Ģ°)ū„×ķįćė├Ū░Ą─ę└ō■Ż¼ęį£p╔┘įć“ץ─├ż─┐ąįĪŻī”ė┌ļŖūėį¬╝■║═ėĪ╦óļŖ┬Ę░ÕŻ¼═©│Żę¬Ū¾į┌╩╣ė├╗“ā”┤µŚl╝■Ž┬─zżä®▓╗Ė»╬gŃ~╝░Ųõ╦¹į¬╝■▓─┴ŽŻ¼ļŖūėĘĮ├µ▀ĆąĶę¬Ę¹║Ž░▓╚½ęÄätę¬Ū¾Ż¼╦∙ęįūĶ╚╝ąį─zżä®Ą─æ¬ė├ę▓╔┘▓╗┴╦Ż¼ū„×ķōP┬ĢŲ„«aŲĘė├─zŻ¼┐╣š±äėąį║═┐╣ŲŻä┌ąį╩ŪŽÓ«öųžę¬Ą─Ż¼▓óŪęōP┬ĢŲ„«aŲĘĄ─┐╔┐┐ąį£yįćųąŻ¼ę▓ę¬Ū¾▀MąąŁhŠ│įć“ׯ¼ę╗░Ń╩Ūį┌ōP┬ĢŲ„╣żū„Śl╝■Ž┬Ż¼ŁhŠ│£žČ╚-40~85ĪµŽ┬ęį16h×ķę╗éĆ裣hŻ¼ūŅ╔┘ę¬Įø5éĆ裣hęį╔ŽŻ¼ę▓Š═╩Ūį┌-40ĪµŁhŠ│Ž┬ķ_╩╝╣żū„Ż¼16hā╚ŁhŠ│£žČ╚Å─-40Īµ╔²ĄĮ85Īµį┘╗žĄĮ-40ĪµĪŻōP┬ĢŲ„į┌╣żū„▀^│╠ųąĢ■░l¤ßŻ¼▀@Š═ę¬┐╝æ]─zżä®Įø╩▄└õ¤ßø_ō¶įć“×║¾Ż¼─zīėĄ─ā╚Š█┴”Ą─ūā╗»╝░š±äėī”─zīėĄ─ė░ĒæĪŻ╠žäe╩Ū▓╗═¼▓─┴ŽĄ─żĮYŻ¼╚ń╦▄┴Ž║═Įī┘żĮYŻ¼╦▄┴ŽĪóĮī┘Īó─zīė╚²š▀į┌▓╗═¼Ą─£žČ╚Ž┬Ż¼▓─┴Ž▒Š╔ĒĄ─╩š┐s┬╩▓╗═¼Ż¼─zīėĄ─ż║Žā╚Š█┴”Ą─ūā╗»Č╝Ģ■ė░ĒæżĮY┴”ĪŻį°ėąę╗┐Ņ«aŲĘŻ¼ę¬Ū¾ų¦Ų¼║═ė»╝▄żĮY╬╗ųąķg╝ėČÓę╗éĆ╦▄┴Ž╚”Ż¼×ķ┴╦▀_ĄĮ─═£žą¦╣¹Ż¼▀xė├┴╦▒¹Ž®╦ßŅÉAB─zŻ¼żĮYÅŖČ╚Ą╚Ė„ĘĮ├µČ╝▀_ĄĮŽÓ«ö║├Ą─żĮYą¦╣¹Ż¼Ą½░┤ę¬Ū¾ū÷└õ¤ßø_ō¶įć“×║¾Ż¼żĮYīė║▄╚▌ęū▒╗ŲŲē─Ż¼«öĢr▓ó▓╗ŪÕ│■å¢Ņ}│÷į┌──└’Ż¼įć“×▀^▓╗═¼ĘNŅÉĄ──zżä®Č╝▓╗─▄ĮŌøQå¢Ņ}Ż¼║¾üĒĖ∙ō■╩š┐s┬╩▀MąąĘų╬÷Ż¼░l¼F╦▄┴ŽĄ─╩š┐s┬╩▒╚─zīė║═Įī┘Č╝┤¾Ż¼ų▒ĮėŲŲē─┴╦żąįÅŖČ╚ĪŻĖ▀ę¶ōP┬ĢŲ„ī”─zżä®Ą─ę¬Ū¾Š═Ė³Ė▀┴╦Ż¼└ĒŽļĄ──zżä®╩Ū:╣╠╗»║¾ė▓Č╚Ė▀▓óŠ▀ėąę╗Č©Ą─ĒgąįĪóėą▌^ÅŖĄ─żĮY┴”Ż¼ūŅ║├╩Ūå╬ĮMĘų(ūó─z┴┐╔┘Ż¼╚ń╣¹╩ŪļpĮMĘųŻ¼▓╗ęū┐žųŲ─z┴┐)Īó╣╠╗»Śl╝■ęū┐žųŲĪó─═£žąįĖ▀ĪŻĖ∙ō■ōP┬ĢŲ„Ą─é„┬ĢįŁ└ĒŻ¼▀@śėĄ─Ė▀ę¶ōP┬ĢŲ„ę¶┘|ĘŪ│Żā×├└Ż¼ūŅĻPµI╚į╩Ū║═┤┼ę║Ą─ŽÓ╚▌ąį(╚ń╣¹ōP┬ĢŲ„ąĶę¬╩╣ė├┤┼ę║üĒ╔ó¤ß╗“į÷╝ėā╚ūĶĄ╚ąį─▄ę¬Ū¾)Ż¼ę“×ķ┤┼ę║▒Š╔Ē║¼ėąĄ─▌d¾wę▓╩Ūę╗ĘN║▄║├Ą─╚▄䮯¼ī”Ž─zŅÉ─zżä®ę▓─▄╚▄ĮŌĪŻ╣Pš▀į°įć“×▀^ę╗ĘNĖ▀궿ĮYĄ──zżä®(ę╗ĘNŽ─z║═║Ž│╔śõų¼Ą──zżä®)Ż¼äéżĮYĢrŲõżĮY┴”ŽÓ«ö║├Ż¼ī”ę¶┘|ę▓ėą║▄┤¾Ą─Ė─╔ŲŻ¼Ą½«öūó╚ļ┤┼ę║Ż¼▀^┴╦┤┼ę║±v┴¶ĢrķgŻ¼į┘Öz┬ĀōP┬ĢŲ„ĢrŻ¼░l¼Fę¶╚”Ą─żĮYęč▒╗ŲŲē─Ż¼ę¶╚”ūįäė├ō┬õŻ¼ĮøĘų╬÷Ż¼ų„ę¬╩Ū╬┤┐╝æ]ā╔š▀Ą─ŽÓ╚▌ąįĪŻ
│²ęį╔Žę“╦ž═ŌŻ¼╬ęéāę▓ę¬┐╝æ]żĮYŚl╝■ĪŻū„×ķ─zżä®Ą─╗∙▒Š╣”─▄╩Ū═┐Ė▓▒╗ż╬’▒Ē├µŻ¼╩╣▀@ą®▒╗ż╬’▀_ĄĮ└╬╣╠żĮYĪŻīŹļH╔ŽŻ¼║▄ļyėąę╗ĘN═Ļ╚½─▄ØMūŃ╦∙ėą▓─┴ŽĄ──zżä®Ż¼╝┤─▄ØMūŃ╦∙ėąæ¬ė├Śl╝■║═żĮYŚl╝■Ą─╚f─▄─zŻ¼╦∙ęįĮø│ŻąĶę¬īó╦∙Ų┌═¹Ą─żĮYąį─▄╝░╦∙ę¬Ū¾Ą─żĮYŚl╝■š█ųąę╗Ž┬Ż¼▒╚╚ńōP┬ĢŲ„Ą─čb┼õė├Ą──zżä®Ż¼żĮY▓╗═¼▓┐╬╗Ż¼ąĶę¬┐╝æ]Ą─ę“╦žŠ═▓╗═¼Ż¼╚ń┤┼┬Ę─zŻ¼╝┤ų„ę¬┐╝æ]żĮYÅŖČ╚╝░ī”▒╗ż╬’Ą──═Ė»╬gąįĪó╣╠╗»╦┘Č╚Īó─═£žąįŻ¼╩Ūʱ▀m║Ž┴„╦«ŠĆ▓┘ū„Ą╚Ż¼Ųõ╦¹ę“╦ž┐╔š█ųą×ķ┤╬ę¬ę“╦ž;ųąą──z(ę¶╚”Īóę¶┼ĶĪóų¦Ų¼╚²š▀żĮY)ätę¬┐╝æ]żĮYÅŖČ╚Īó─═£žąįĪó┐╣š±äėąį║═┐╣ŲŻä┌ąįŻ¼ī”ę¶╚”ŠĆ╩ŪʱėąĖ»╬gąįŻ¼ę“×ķ▀@ĘN─zī”ōP┬ĢŲ„Ą─ę¶┘|ėą║▄┤¾ė░ĒæŻ¼ę¬┐╝æ]╣╠╗»║¾▄øė▓Č╚╝░ā╚▓┐ūĶ─ßąį(║¾├µīóĢ■įö╝ÜĮķĮB▓╗═¼ŅÉą═Ą─ųąą──zī”ōP┬ĢŲ„ąį─▄Ą─ė░Ēæ)ĪŻų„ę¬─▄ØMūŃ▀@ÄūéĆę“╦žŻ¼Ųõ╦¹ę“╦ž┐╔ū„×ķ┤╬ę¬ę“╦ž┐╝æ]Ż¼▀@Š═─▄ØMūŃ╬ęéāĄ─╩╣ė├ę¬Ū¾┴╦ĪŻ─┐Ū░│Żė├Ą──zżä®╗∙▒ŠŅÉą═ėą:Ž─zŅÉĪó▒¹Ž®╦ßśõų¼ŅÉĪóŠ█░▒§źŅÉĪó╗∙▒¹Ž®╦ßŅÉ(═©│Ż╦∙šfĄ─┐ņĖ╔─z)ĪóŁhč§ŅÉĪóŠ█§Ż░ĘŅÉĄ╚ĪŻ▓╗═¼ŅÉą═Ą──zżä®ėąŲõ▓╗═¼Ą─╣╠╗»ĘĮ╩ĮŻ¼╚ń:Ž─zŅÉ─zżä®┐┐╚▄ä®ō]░lüĒ▀_ĄĮ╣╠╗»╝░ā╚▓┐└Ž╗»Į╗┬ōĄ─Ż¼╦∙ęįę¬▀_ūŅ┤¾Ą─żĮY┴”Ż¼ų┴╔┘ę▓ę¬Įø▀^24h╗“Ė³ķLĄ─ĢrķgüĒ╣╠╗»Ż¼ļS▒ŃĖ³Ė──zżä®Ą─╣╠╗»Śl╝■Ż¼ī”żĮY┴”ė░Ēæ║▄┤¾ĪŻ
▒¹Ž®╦ßśõų¼ŅÉ─zżä®æ¬ė├ūŅČÓĄ─╩ŪļpĮMĘųAB─zŻ¼▀@ŅÉ─zżä®į┌ÄūĘųńŖā╚ät┐╔│§╣╠╗»Ż¼┐╔ØMūŃ┴„╦«ŠĆĄ─╔·«a╝░╠ßĖ▀ą¦┬╩;Ą═£žĢr│§╣╠╗»ĢrķgŽÓī”Ģ■ķLą®ĪŻ▀@ĘN─zżä®ūŅ┤¾Ą─żĮY┴”ę¬Įø▀^24hęį╔ŽĄ─╣╠╗»Ż¼│§╣╠╗»╦┘Č╚ų╗ąĶ╝s10minŠ═┐╔▀_ĄĮČ©╬╗▀M╚ļŽ┬ę╗éĆ╣żą“Ą─čb┼õĪŻČ°ABĮMĘųĄ─▒╚└²ę▓ė░Ēæ╣╠╗»Ż¼AB─zļpĮMĘų─zżä®ę╗░Ń╩Ū░┤1:1╗ņ║ŽŻ¼ų„ę¬╩Ū×ķ┴╦ĘĮ▒Ń┐žųŲ╝░▀mæ¬ūįäėūó─zŻ¼į┌▀@éĆ▒╚└²Ž┬╩╣ė├AB─zŻ¼┐╔ęį▀_ĄĮūŅ║├Ą─╣╠╗»Ę┤æ¬ĪŻ«ö╚╗Ż¼ABĮMĘų▓╗ę╗Č©ć└Ė±░┤1:1ę▓Ģ■╣╠╗»Ż¼Ą½żĮY┴”Ģ■╩▄ĄĮę╗Č©Ą─ė░ĒæĪŻ▒Ē1╩Š│÷┴╦▓╗═¼Ą─╗ņ║Ž▒╚└²┼c╣╠╗»ĢrķgĪóżĮY┴”Ą─ĻPŽĄ(ęįŲš═©▒¹Ž®╦ßśõų¼─zżä®║═”š40┤┼õō×ķżĮY£yįćī”Ž¾)ĪŻ
▒Ē1 ▓╗═¼▒╚└²Ą─AB─zŲõ╣╠╗»Ģrķg╝░żĮY┴”ūā╗»

┐ņĖ╔─zļmī┘Ę┤æ¬ą═Ż¼Ą½Ųõ╣╠╗»ĘĮ╩Į║═AB─z═Ļ╚½▓╗═¼Ż¼╚ńśĘ╠®╔·«aĄ─┐ņĖ╔─zŻ¼Ųõ╣╠╗»ĘĮ╩Į╩Ū┐┐┐šÜŌųąĄ─رÜŌ╝░▒╗ż╬’▒Ē├µĄ─رÜŌųą║═─zżä®└’╦∙║¼Ą─╦ßąįĘĆČ©ä®üĒ▀_ĄĮ╣╠╗»Ą──┐Ą─Ą─ĪŻ─zżä®į┌╔·«aĢrŻ¼┼õĘĮųąĢ■╝ė╚ļ╦ßąįĘĆȩ䮯¼Ųõū„ė├╩ŪčėķL─zżä®Ą─ā”┤µŲ┌Ż¼«ö╦ßąįĘĆČ©ä®▒╗ųą║═║¾Ż¼ät▀MąąĮ╗┬ōŠ█║ŽĘ┤æ¬Ż¼╔·│╔┤¾ĘųūėłFĄ─Š█║Ž╬’Č°▀_ĄĮżĮYū„ė├ĪŻ╚ńłD1Ż¼▓╗═¼ķgŽČŻ¼╣╠╗»╦┘Č╚╩Ū▓╗═¼Ą─Ż¼ų„ę¬įŁę“╩ŪķgŽČųą╦∙║¼Ą─╦ßąįĘĆČ©ä®║═┐šÜŌųąĄ─رÜŌ║¼┴┐▓╗═¼ĪŻ
łD1 ▒╗ż╬’ė├┐ņĖ╔─zżĮY╝░─zżä®╣╠╗»įŁ└Ē╩ŠęŌ
Ė∙ō■╔Ž╩÷įŁ└ĒŻ¼║▄╚▌ęū└ĒĮŌśĘ╠®410▒Ē├µ╣╠╗»╦┘Č╚▒╚┘N║ŽżĮYĢr╣╠╗»┬²Ż¼╩Ūę“×ķ▒Ē├µ╣╠╗»Ż¼Įėė|▒╗ż╬’├µĘe▌^ąĪŻ¼─zīė▌^║±Ż¼ā╚║¼╦ßąį╬’┘|▌^ČÓŻ¼Ø±ÜŌ║¼┴┐Ģ■ŽÓī”╔┘ĪŻČ°┘N║ŽżĮYĄ─ŪķørŽÓĘ┤Ż¼▒╗ż╬’ā╔éĆ▒Ē├µČ╝║¼ėąØ±ÜŌŻ¼ät╣╠╗»╦┘Č╚▌^┐ņĪŻ×ķ┴╦ĮŌøQ╣╠╗»╦┘Č╚å¢Ņ}Ż¼┐╔Ė∙ō■▀xė├żĮYĘĮ╩ĮŻ¼┼õ╠ūŽÓæ¬Ą─┤▀Ė╔ä®ĪŻ¼Fł÷╣ż╦ćåT┐╔─▄Č╝ėąĮø“ׯ¼Ė╔į’Ą─Č¼╠ņ║═│▒رĄ─ėĻ╠ņī”┐ņĖ╔─zĄ─╣╠╗»╦┘Č╚╩Ū▓╗═¼Ą─Ż¼Ą½▓óĘŪرČ╚įĮ┤¾įĮ║├ĪŻØ±Č╚┤¾Ż¼╣╠╗»╦┘Č╚┐ņŻ¼Ą½ęū░l░ū(░l░ūįŁę“ų„ę¬╩Ū╣╠╗»ĢrĘ┼│÷ąĪĘųūė╬’┘|║═╦«ĘųĮY║ŽĄ─ąĪŅw┴Ż)Ż¼ļm╚╗رČ╚ī”┐ņĖ╔─z╣╠╗»ėąę╗Č©Ą─Ä═ų·Ż¼Ą½ī”ā”┤µģsėą║”Ż¼╦∙ęįŻ¼╬ęéāį┌╩╣ė├┐ņĖ╔─zĢrŻ¼ę▓ąĶę¬ūóęŌ─zżä®Ą─╠žąįŻ¼╚╬║╬ę╗Ų┐┐ņĖ╔─zåóĘŌ║¾Ż¼Č╝æ¬▒M┐ņ╩╣ė├═ĻŻ¼Ą╣│÷Ą─┐ņĖ╔─z╬┤ė├═ĻŻ¼Į^ī”▓╗─▄į┘Ą╣╗žįŁ░³čbŻ¼▓╗─▄×ķ╣Ø╩Īę╗³c─zżä®Č°ė░ĒæżĮYą¦╣¹ĪŻ
Š█░▒§źŅÉ─zżä®Ż¼į┌▀@└’╬ęéāÜw×ķĘŪŽ─zŅÉėæšōĪŻŲõ╣╠╗»ĘĮ╩Į×ķ:å╬ĮMĘųĄ─Š█░▒§ź─zżä®×ķ«ÉŪĶ╗∙ĘŌČ╦Ą─Ż¼║¼ėąę╗Č©Ą─╚▄䮯¼«ö╚▄ä®ō]░l║¾▓ó╬┤▀_ĄĮ╣╠╗»Ż¼╚įąĶ└¹ė├┐šÜŌųąĄ─رÜŌę²░lŠ█║ŽČ°▀_ĄĮ▀Mę╗▓ĮĄ─╣╠╗»;ļpĮMĘųĄ─Š█░▒§ź─zżä®Ż¼╚ń101╝ūęęĮMŻ¼Ųõųąę╗ĮMĘų║¼ėąČ╦┴u╗∙Ą─Š█§ź╗“Š█├čŻ¼┴Ēę╗ĮMĘų×ķĖ─ąįČÓ«É╦ߧźŻ¼╩╣ė├ĢrĖ∙ō■ę¬Ū¾░┤▒╚└²╗ņ║ŽŻ¼ęęĮMĘų▒╚└²▓╗═¼Ż¼╣╠╗»║¾─zīėĄ─ė▓Č╚▓╗═¼Ż¼«ö╗ņ║Ž║¾ätķ_╩╝▀MąąŠÅ┬²Ą─Ę┤æ¬(▀@Š═╩Ū×ķ╩▓├┤Š█░▒§ź╗ņ║Ž║¾╚įėą▌^ķLĢrķgĄ─╩╣ė├Ų┌Ą─įŁę“)ĪŻĄ½Ø±Č╚ī”Š█░▒§źŅÉ─zżä®ėų╩Ūę╗éĆų┬├³Ą─╚§³cŻ¼▓╗╣▄å╬ĮMĘų╗“ļpĮMĘųŻ¼ę“Ųõ║¼ėą§źµI(C00Cę╗)║═░▒§źµI(NHCOOę╗)Ż¼ī”رČ╚╠žäe├¶ĖąŻ¼«öرČ╚┤¾ė┌Ųõ╣╠╗»╦∙ąĶĄ─رČ╚ĢrŻ¼ā╔ĘN╗∙µI░l╔·╦«ĮŌČ°╩¦╚źżĮYąįĪŻ╦∙ęįŻ¼į┌│▒رŁhŠ│Ž┬╩╣ė├┤╦ŅÉ─zżä®ĢrŻ¼ę╗Č©ę¬▒ŻūC▒╗ż╬’▒Ē├µĄ─Ė╔į’Ż¼Ę±ätŻ¼║▄╚▌ęū│÷¼FżĮY┘|┴┐å¢Ņ}ĪŻ
╦«ąį─zżä®Ż¼┐╔ęįšf▀@ŅÉ─zżä®╩Ū─┐Ū░Łh▒ŻĄ─ę╗ĘN┌ģä▌Ż¼─┐Ū░┤¾▓┐Ęų╩ŪŠ█║Ž▒¹Ž®╦ߧźŅÉĪóPUŅÉ(ę“Ųõ╣╠¾w║¼┴┐▓╗Ė▀Ż¼╩╣ė├╩▄ę╗Č©Ž▐ųŲ)Ż¼▀@ĘN─z╦«╣╠╗»║¾Ę└╦«ą¦╣¹║▄║├ĪŻ─┐Ū░æ¬ė├Ą├▌^ČÓĄ─╩Ū╦«ąį▒¹Ž®╦߯¼Ųõ╠ž³c╩Ū─z╦«╬┤╣╠╗»Ū░┐╔ęį║═╦«╗ź╚▄Ż¼Ą½═Ļ╚½╣╠╗»║¾ŲõĘ└╦«ąįŽÓ«ö║├Ż¼ų„ę¬æ¬ė├ė┌┼▌─Ł▀ģ║═┼Ķ╝▄żĮY╝░ę¶┼Ķ▒Ē├µćŖ═┐(ų„ę¬æ¬ė├ė┌ī”ėąÖC╚▄ä®▌^├¶ĖąĄ─▓┐╝■)ĪŻĖ∙ō■▓╗═¼Ą─ė├═ŠŻ¼▓╗═¼Ą─╔·«a╔╠Ģ■▀xė├▓╗═¼Ą─▒¹Ž®╦ߧźå╬¾w▀MąąŠ█║ŽŻ¼«öŠ█║ŽĘ┤æ¬Ū░ļAČ╬Ż¼╦∙ėąĄ─▒¹Ž®╦ߧź╚į╩Ūė═╚▄ąįĄ─Ż¼ĄĮ┴╦Ę┤æ¬Ą─║¾ļAČ╬Ż¼į┘▀Mąą╚ķ╗»Ę┤æ¬Ż¼ę²╚ļėH╦«╗∙Č°│╔╦«ąį─zżä®(«ö╚╗Ż¼Ė∙ō■╚ķ╗»įŁ└ĒŻ¼įSČÓė═╚▄ąį─zżä®Č╝┐╔ęįū÷│╔╦«ąįŻ¼Ą½╚ķ╗»Ę┤æ¬▓╗ęū┐žųŲŻ¼─┐Ū░ę“Łh▒ŻĄ─ę¬Ū¾Ż¼╦«ąį─zżä®æ¬ė├┐ŽČ©╩Ūę╗ĘN┌ģä▌)ĪŻäé╔·«a│÷üĒĄ─╦«ąį─zŻ¼ŲõżČ╚▓╗Ģ■║▄Ė▀Ż¼ąĶę¬╩╣ė├ĄĮį÷żä®(ę▓╩Ūę╗ĘNśõų¼)ĪŻŲõ╣╠╗»ÖC└Ē╩Ū╦«Ęųō]░l║¾Ż¼─zżä®Ģ■▀Mę╗▓ĮŠ█║Ž│╔╣╠¾wĪŻ╦∙ęį▀@ŅÉą═─zżä®į┌╬┤╣╠╗»Ģr┐╔═Ļ╚½╚▄ė┌╦«Ż¼╣╠╗»║¾┐╔ęį▀_ĄĮĘ└╦«ą¦╣¹ĪŻ╣╠╗»║¾╩╣ė├Ą─ę╗░Ń╚▄ä®ę▓▌^ļy▓─zĪŻŲõ╚▒³cŠ═╩Ūė╔ė┌╩╣ė├┴╦╚ķ╗»ä®Ż¼śO╚▌ęū«a╔·ÜŌ┼▌ĪŻ┤ū╦ßęꎮ╚ķ─z(╝┤═©│Ż╦∙šfĄ─░ū╚ķ─z)ę“Ę└╦«ąį▌^▓ŅŻ¼│²ę¶ŽõĮM║ŽĢ■╩╣ė├═ŌŻ¼ōP┬ĢŲ„čb┼õę╗░Ń▓╗æ¬ė├ĪŻļSų°─zżä®╝╝ągĄ─▀M▓ĮŻ¼╦«ąįPUŅÉ─zżä®æ¬ė├ė┌Ž─zŅÉżĮYę▓│╔╩ņŲüĒŻ¼╚ń╣¹į┘┼õ║Ž▀m«öĄ─╠Ä└Ē䮯¼ŲõżĮY┐╔┐┐ąįŠ═┐╔▀_ĄĮ┐ņĖ╔─zŅÉĄ─żĮYą¦╣¹ĪŻ╣Pš▀ūŅįńæ¬ė├╦«ąį─zżĮYŽ─z▀ģĢrŻ¼Įø│Ż│÷¼FżĮY┘|┴┐å¢Ņ}Ż¼ę╗ų▒šJ×ķ╩Ū─zżä®┘|┴┐▓╗ĘĆČ©Ż¼Ą½Įø▀^ī”Ž─z▓─┴ŽĄ─Ęų╬÷Ż¼░l¼FŽ─z▀ģĄ─│╔ĘųĪó▒Ē├µ╠žąįČ╝▓╗ĘĆČ©Ż¼╚ńŽ─z▀ģā╚Ą─į÷╦▄ä®╝ė╚ļ┴┐ČÓ╔┘Š═Ģ■ų▒Įėė░Ēæ▒Ē├µĄ─żĮYąįŻ¼Č°╦«ąį─zė╔ė┌Ųõø]ØÖąįĄ─ŠųŽ▐ąį(Š═╩Ū│ŻšfĄ─ė═╦«▓╗ŽÓ╚▄)Ż¼żĮYĄ─┐╔┐┐ąįŠ═▓Ņ┴╦Ż¼╚ń╣¹┐╝æ]╩╣ė├▀m«öĄ─▒Ē├µ╠Ä└Ē䮯¼║▄ČÓå¢Ņ}Š═ĮŌøQ┴╦ĪŻĖ∙ō■Ž─zĄ─╠žąįŻ¼ę╗░ŃĄ─╠Ä└Ēä®Č╝Įø▀^ūį╝║╝ė╣ż╠Ä└ĒŻ¼▀@śė╩╣ė├ŲüĒŠ═┐╔ęį┤¾┤¾╠ßĖ▀Ųõ┐╔┐┐ąįĪŻ
Łhč§ŅÉ─zżä®╩Ūę╗ĘNūŅ╣┼└ŽĪóė├═ŠūŅÅVĄ──zĘNŻ¼─┐Ū░╚įį┌┤¾ČÓöĄŅIė“ųąæ¬ė├╠žäe╩Ū║Į╠ņĪó║Į┐šŅIė“æ¬ė├ūŅÅVĪŻŲõ─═£žąįūŅĖ▀┐╔▀_1000ĪµŻ¼×ķ─═Ė▀£ž─zżä®)ĪŻŲõżĮY┴”ÅŖĪó╣╠╗»║¾╩š┐s┬╩Ą═Īó─═╗»īWĮķ┘|ĪóČŠąįĄ═Īóī”ŁhŠ│╬█╚Š╔┘ī”║▄ČÓ▓─┴ŽČ╝ėąĘŪ│ŻÅŖĄ─żĮY┴”ĪŻė╔ė┌ūó─zĄ─╠ž╩Ō╣ż╦ćę¬Ū¾Ż¼Łhč§ŅÉ─zżä®ū„ųąą──z▌^ė▓Č°ęūŪąöÓų¦Ų¼Ą─żĮY╬╗Ą╚ę“╦žŻ¼ė░Ēæ┴╦▀@ĘN─zżä®į┌ōP┬ĢŲ„ųąĄ─ÅVĘ║æ¬ė├ĪŻ«ö╚╗Ż¼Įø▀^▓╗öÓĄ─Ė─▀M▓óĖ─╔Ųūó─z╗ņ║ŽįOéõŻ¼Łhč§─zę▓▀mę╦ė├ė┌╠ž╩ŌōP┬ĢŲ„ĪŻ
ŽÓæ¬Ą─Ż¼ī”╦∙ėążĮYī”Ž¾Ż¼▓╗╩Ūėą┴╦║├Ą──zżä®Š═Ģ■ėą║├Ą─żĮYą¦╣¹ĪŻ▓╗═¼╬’┘|Ą─żĮYŻ¼ŲõżĮYī”Ž¾ėą▓╗═¼Ą─▒Ē├µ─▄Ż¼╚ńEVA(▀@└’šfĄ─EVA╩Ūęꎮ-┤ū╦ßęꎮ§ź╣▓Š█╬’Ż¼═©▀^░l┼▌Č°│╔)╩Ūę╗ĘNŽÓī”ČÓ┐ūĄ─╬’┘|Ż¼ę¬▀_ĄĮŽÓī”┤¾Ą─żĮY┴”Ż¼║▄ČÓ─zżä®Č╝┐╔ęį═Ļ│╔Ż¼Č°┤¾ČÓöĄėąÖC╚▄ä®Ģ■ī”ŲõėąØÖØqąį╝░╚▌ęū╩╣Ųõūāą╬Ż¼ę╗░Ń╩╣ė├╦«ąį▒¹Ž®╦ßśõų¼Ż¼Ą½ī”PP(ę╗ĘNŠ█▒¹Ž®╦▄┴Ž)Īó─ß²łĄ╚▓╗═¼▒Ē├µ╗Ņąį─▄Ą─╬’┘|Ż¼å╬┐┐─zżä®Ą─żĮY║▄ļy▀_ĄĮ└╬╣╠Ą─ą¦╣¹Ż¼┤╦ĢrŠ═▓╗─▄å╬Å──zżä®Ą─▀xō±╔Ž╚ź┐╝æ]┴╦Ż¼æ¬Å─Ė─ūā▒Ē├µ╗Ņąį─▄Ą─ĘĮ├µ╚źų°╩ųĪŻ┐╔─▄║▄ČÓÅ─╩┬ōP┬ĢŲ„żĮYĄ─╚╦Č╝Ģ■ė÷ĄĮTPU(ę╗ĘN¤ß╦▄ąįŠ█░▒§źÅŚąį¾wŽ─z▒ĪŲ¼Ż¼┐╔═©▀^╬³╦▄╗“¤ßē║│╔ą═)Ą─żĮYŻ¼▀@ĘN▓─┴Žę“▒Ē├µų┬├▄ąįĖ▀Ż¼╩╣ė├▓╗═¼─zżä®Ģr║▄ļy▀_ĄĮ═Ļ╚½╣╠╗»Ż¼żĮY┴”Ģ■ę“┤╦Č°╩▄ė░ĒæĪŻę“×ķ▀m║ŽōP┬ĢŲ„š█ŁhĄ─TPUŻ¼ę¬Ū¾▌^▌pĪó▒ĪŻ¼╚ń╣¹╩╣ė├╚▄䮹į─zżä®Ż¼║▄╚▌ęūūāą╬ė░Ēæ═Ōė^╝░ę¶┘|Ż¼╚ń╩╣ė├╦«ąį─zŻ¼ę“Ųõų┬├▄ąįŻ¼▀ģŠē─zżä®ęč╣╠╗»Ż¼ā╚▓┐╦«Ęų▓╗─▄į┘ō]░l▀Mąą╣╠╗»Ż¼║▄ļy▒ŻūCŲõżĮY┴”ĪŻ║▄ČÓ═¼ąąŠ═┐╝æ]╩╣ė├ē║├¶ŅÉ─zżä®Ż¼ę“×ķ▀@ĘN─zżä®╣╠╗»║¾▒Ē├µĄ─▓╗Ė╔ąįŻ¼▒Ē├µ╦Ų║§┐╔ęįš│║├Ż¼Ą½▀@ų╗╩Ūę╗ĘN╝┘żĮY┴”Ż¼▀@Ģr╚ń╣¹ėą║Ž▀mĄ─▒Ē├µ╠Ä└Ē䮯¼ų„ę¬į┌TPU▒Ē├µ╔į═┐³c╠Ä└Ē䮯¼║▄╚▌ęū╠ßĖ▀ŲõżĮY┴”ĪŻ
ļSų°ć°ļHŁh▒Żę¬Ū¾Ą─╠ßĖ▀Ż¼¤o▒Į¤o¹u╦žŅÉ─zżä®╩ŪīóüĒ─zżä®ķ_░l╝░æ¬ė├Ą─ų„┴„Ż¼īóųØu╚Ī┤·─┐Ū░æ¬ė├Ą─ČŠąį▌^┤¾Ą──zĘNĪŻ╠žäe╩ŪRECHęÄČ©Ą─Į¹ė├╬’┘|Ż¼ė╔įŁüĒĄ─36ĘNį÷╝ėĄĮ¼Fį┌Ą─53ĘNĪŻ
─zżä®į┌ōP┬ĢŲ„ųąĄ─ū„ė├
×ķ╩▓├┤ŽÓ═¼▓┐╝■╩╣ė├▓╗═¼─zżä®żĮYĮMčbōP┬ĢŲ„Ģ■ėąę¶┘|▓Ņ«É─ž?
ōP┬ĢŲ„ę╗░Ńė╔┤┼┬ĘŽĄĮy║═“īäėŽĄĮyĮM│╔ĪŻ┤┼┬ĘŽĄĮy░³└©Ū░ŖA░ÕĪó┤┼õōĪóTĶFŻ¼“īäėŽĄĮy░³└©ų¦Ų¼Īóę¶╚”Īóę¶┼Ķ(░³└©š█Łh╝░Ę└ēm├▒)Ż¼┼Ķ╝▄ų╗╩ŪŲĄĮų¦ō╬╝░čb┼õū„ė├ĪŻīŹļH╔ŽĖ„éĆ▓┐╝■Č╝╩Ū┐┐─zżä®żĮYĪŻōP┬ĢŲ„╣żū„ĢrŻ¼ę¶Ņlą┼╠¢═©▀^ę¶╚”«a╔·š±äė─▄┴┐Ż¼▀@Ģrę¶Ņlą┼╠¢╝┤×ķĮ╗ūāļŖ┴„Ż¼ę¶╚”į┌┤┼ł÷ā╚╩▄┤┼ł÷┴”Ą─ū„ė├ū÷Ū░║¾Ą─ÖCąĄ▀\äė─ŻöM░l┬Ģą┼╠¢ĪŻš±äė─▄┴┐╩ūŽ╚═©▀^╣Ū╝▄ĮøŅi▓┐żĮY(ųąą──z)é„ĄĮōP┬ĢŲ„Ą─ę¶┼ĶŻ¼į┘ė╔ę¶┼Ķ┼cš█ŁhżĮY╠Äé„ĄĮš█ŁhŻ¼▓┐Ęų─▄┴┐═©▀^š█ŁhżĮYé„ĄĮ┼Ķ╝▄Ż¼ĄĮ▀_┼Ķ╝▄Ą──▄┴┐(ė╔ė┌╝ł┼ĶĪóš█ŁhĪó─zżä®Ą╚Ą─ūĶ─߯¼╬³╩š▓┐Ęų─▄┴┐)ĮøįŁ┬ĘĘĄ╗žę¶┼ĶĪŻĘ┤╔õ╗žę¶┼ĶĄ──▄┴┐«a╔·ę╗Śl¬MšŁĄ─ŅlĦŻ¼ā╔ĘNé„▓ź─▄┴┐Ą─ą┼╠¢▓ó▓╗═¼ŽÓŻ¼ĮY╣¹«a╔·╣▓š±╣╚³c(╝┤┬ĢīW╔ŽĄ─╦∙ų^±v▓©)Ż¼ė░ĒæSPLŪ·ŠĆĄ─▓╗ŲĮ╠╣ąįŻ¼─zżä®į┌┤╦Ģr│²┴╦ŲżĮYū„ė├═ŌŻ¼▀ĆŲų°╬³╩š─▄┴┐Ą─ū„ė├Ż¼╩╣Ę┤╔õ╗žüĒĄ──▄┴┐▒M┴┐╔┘Ż¼▒▄├Ō«a╔·▓╗▒žę¬Ą─±v▓©¼FŽ¾Ż¼╚¶æ¬ė├ę╗¾w╗»Ą─ę¶┼ĶĮMŻ¼╚ńūŅ│Żė├Ą─Ī░╔ĮČ╝ŲĮĪ▒║═PP┼ĶżĮYŻ¼ę“ā╔š▀Č╝╩Ūļyż▓─┴ŽŻ¼ėą║▄ČÓÅS╝ę▓╔ė├ę╗¾w╗»│╔ą═Ą─ĘĮ╩ĮüĒĮŌøQŲõżĮYå¢Ņ}Ż¼Ą½Ųõ«aŲĘĄ─ąį─▄īó╩▄ĄĮ║▄┤¾ė░ĒæŻ¼¤oĘ©ū÷ĄĮ║▄═Ļ├└Ą─ŅlĒæŪ·ŠĆŻ¼╦∙ęįų▒ų┴Į±╠ņŻ¼▀@ĘN▓─┴ŽĄ─æ¬ė├╚į▓╗╩Ū║▄ÅVŻ¼┐╔ęįšf▀@ĘN▓─┴Ž║Ž│╔╩«ėÓ─ĻüĒŻ¼šµš²æ¬ė├į┌ōP┬ĢŲ„š█Łh╔ŽĄ─ę▓▓╗ČÓŻ¼╚į╚╗ų„ę¬╩Ū─z▀ģĪó▓╝▀ģĪó┼▌▀ģŻ¼įŁę“Š═╩Ū▀@ĘN▓─┴Ž║▄ļy░┤│ŻęÄżĮYŻ¼ū÷│╔ę╗¾w╗»ę¶┼ĶŻ¼ę▓¤oĘ©ĮŌøQŅi▓┐żĮY«a╔·Ą─ą¦╣¹ĪŻ
ųąą─▓┐╬╗żĮY(╝┤ųąą──z)╩Ūé„┬Ģ┘|┴┐ųąĄ─ę╗éĆųžę¬ę“╦žŻ¼┬ĀĄĮĄ─┬Ģę¶Č╝Įø▀^▀@└’Ż¼┐╔ęįšfŻ¼ųąą──zżĮY┘|┴┐Ą─Ė▀Ą═ų▒ĮėøQČ©ōP┬ĢŲ„Ą─ąį─▄ĪŻī”ė┌ę╗éĆĄ═ę¶ōP┬ĢŲ„Ż¼╚ń╣¹ę¬½@Ą├▌^īÆŅlĦŻ¼ätųąą──zæ¬▀xė├╣╠╗»║¾▌^ė▓Ą──zżä®;▌^╚ß▄øĄ──zżä®┐╔ęį½@Ą├▌^║├Ą─Ą═ę¶║═ā╚║─Ż¼Ą½ŅlĦ▌^šŁŻ¼Č°Ūę▓╗═¼ŅÉą═Ą──zżä®ī”ŅlĒæŪ·ŠĆę▓ėą▓╗═¼ė░ĒæĪŻ╣Pš▀į°╩╣ė├▄øąįĄ──zżä®║═ė▓Č╚ŽÓ«ö┤¾Ą─AB─zŻ¼Ųõ╦¹ōP┬ĢŲ„╦∙ėą▓─┴ŽŠ∙ŽÓ═¼Ż¼═©▀^įć“ׯ¼┤_šJųąą──zĄ─▄øė▓ī”ŅlĒæŪ·ŠĆėąė░ĒæŻ¼╚ńłD2ĪółD3ĪŻ
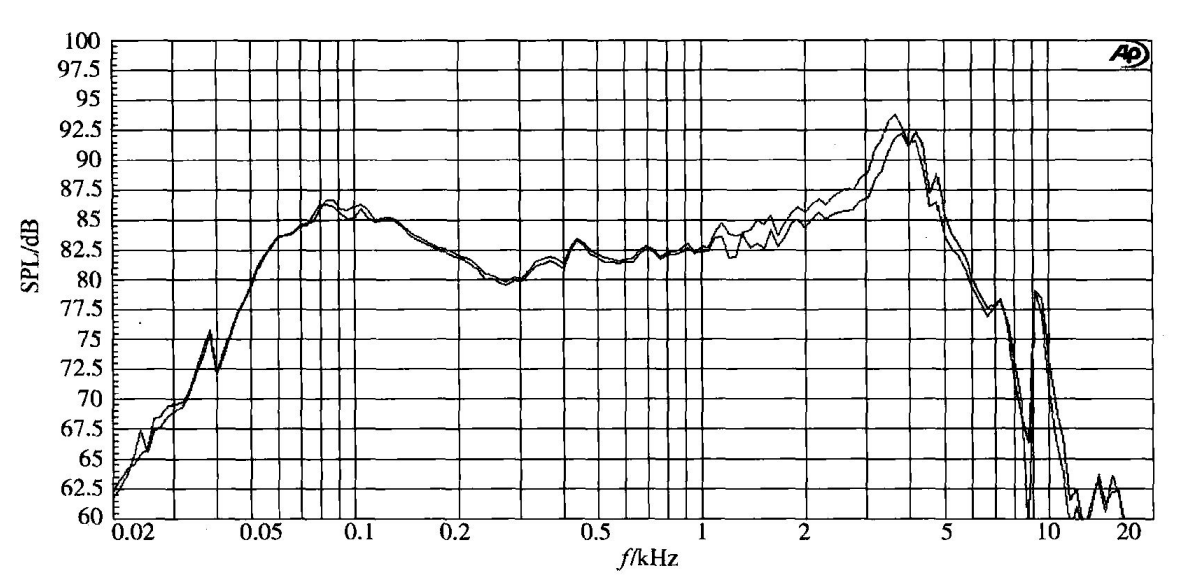
łD2 ╩╣ė├▄øąįųąą──z(×ķ┤_Č©╩Ūʱ┼╝╚╗ąįŻ¼═¼ĘN─zżä®čb┼õ┴╦ā╔éĆōP┬ĢŲ„)Ą─ŅlĒæŪ·ŠĆ
ė╔łD┐╔ęŖā╔ĘN▓╗═¼Ą──zżä®Ż¼ī”ŅlĒæŪ·ŠĆ╩Ūėąę╗Č©ė░ĒæĄ─Ż¼ę▓Š═╩ŪšfŻ¼į┌1kHz~2kHzĄ─Ņl┬╩ĘČć·ā╚Ū·ŠĆĄ─ė░Ēæ▌^×ķ├„’@ĪŻÅ─ęį╔Žī”▒╚įć“×╬ęéā┐╔ęį┴╦ĮŌŻ¼ąĪ┐┌ÅĮĪó╚½ŅlĦĄ─«aŲĘ╦∙▀xė├Ą─ųąą──z┐╔ęį▀m«öŲ½▄øŻ¼ėą└¹ė┌Ū·ŠĆĄ─ŲĮų▒;┤¾┐┌ÅĮĄ─«aŲĘŻ¼ę“ŲõĘųŅlįŁ└ĒŻ¼┐╔ęį╩╣ė├ė▓Č╚ŽÓ«ö┤¾Ą──zżä®Ż¼Ė▀ę¶ōP┬ĢŲ„ätæ¬▀xė├▒M┴┐ė▓Ą──zżä®ĪŻ
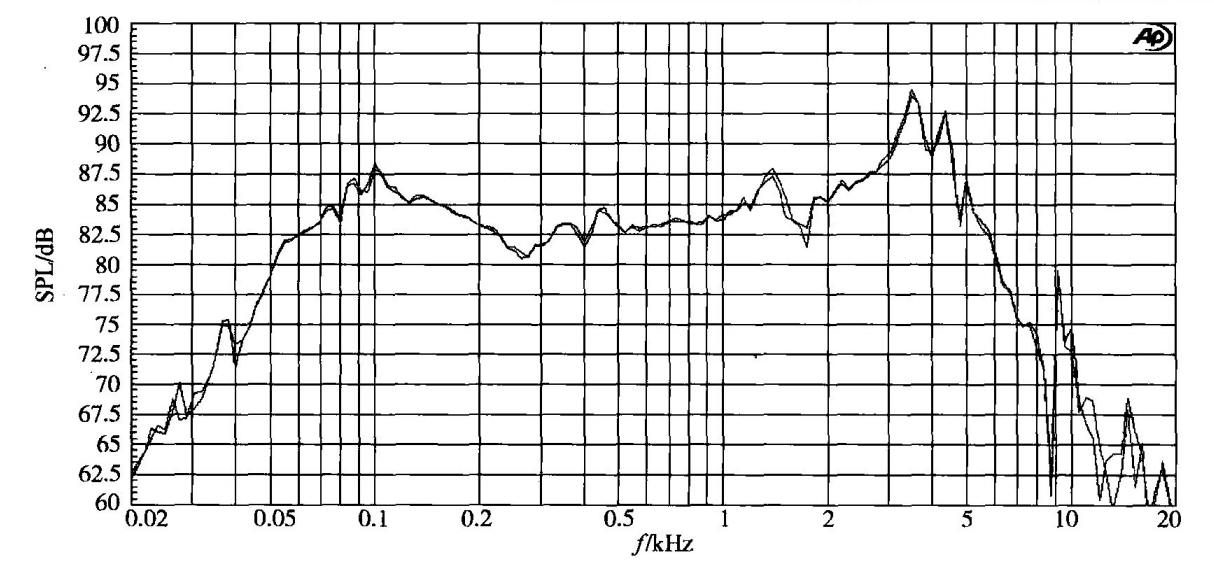
łD3 ╩╣ė├ė▓Č╚ŽÓ«ö┤¾Ą─ABųąą──z(×ķ┤_Č©╩Ūʱ┼╝╚╗ąįŻ¼═¼ĘN─zżä®čb┼õ┴╦ā╔éĆōP┬ĢŲ„)Ą─ŅlĒæŪ·ŠĆ
欫öųĖ│÷Ż¼ų¦Ų¼Ą─┬Ģ▌Ś╔õąį─▄═∙═∙╬┤─▄ę²ŲįOėŗš▀Ą─ūóęŌŻ¼ūŅ║åå╬Ą─įć“×:┐╔čb┼õę╗éĆ▓╗ė├ę¶┼Ķ║═Ę└ēm├▒Ą─ōP┬ĢŲ„Ż¼╚╗║¾£yįćŲõSPLŪ·ŠĆ╝░ņ`├¶Č╚Ż¼ät┐╔ų¬ų¦Ų¼į┌ōP┬ĢŲ„ųąĄ─Ąž╬╗Ż¼╚ńłD4║═łD5ĪŻĖ„ĘN▓─┴Ž║═żĮYĄ──z╦«Š∙═¼ĪŻ
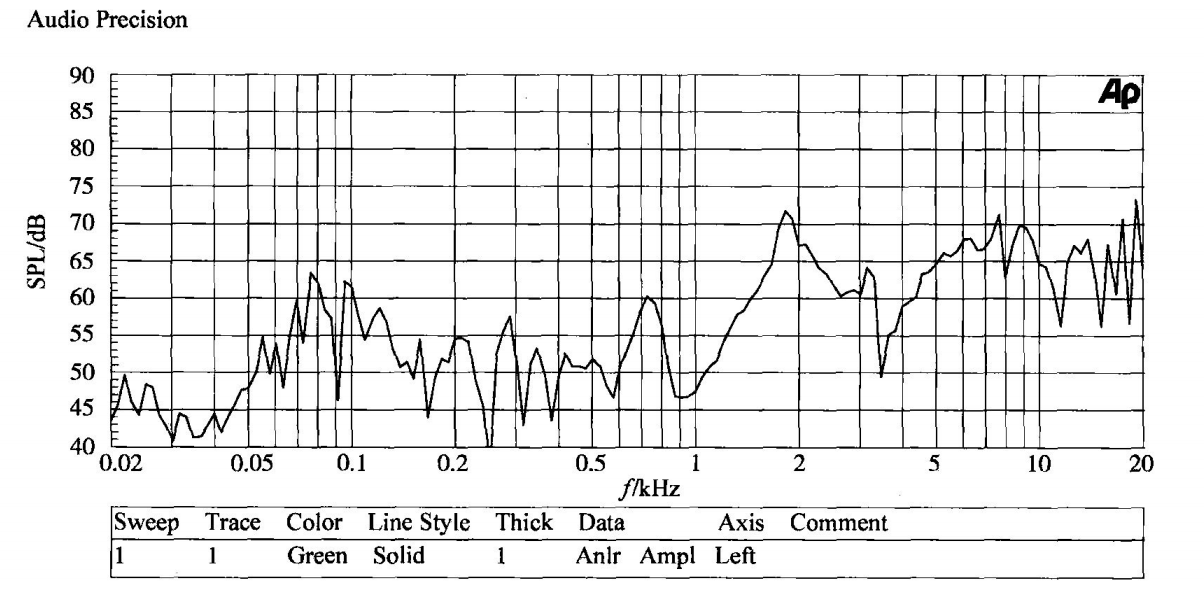
łD4 ¤oų¦Ų¼ĢrōP┬ĢŲ„Ņl┬╩Ū·ŠĆ(▓╗Ħę¶┼Ķ)
łD5 ╝ė╔Žų¦Ų¼║¾ōP┬ĢŲ„Ņl┬╩Ū·ŠĆ(Ħę¶┼Ķ)
ų¦Ų¼▒Š╔ĒĄ─┘|┴┐ę▓ė░ĒæōP┬ĢŲ„Ą─ąį─▄ĪŻļm╚╗ę¶┼Ķ╩Ūę╗ĘNų„ę¬é„ę¶▓┐╝■Ż¼Ą½ų¦Ų¼ę▓ėąę╗Č©Ą─é„ę¶ū„ė├Ż¼╚ńė├ę╗Č©äéąįĄ─▌^ė▓└wŠS║═▀m«öŠÄ┐Ś▓╝ųŲ│╔Ą─ų¦Ų¼Ż¼ät▒╚å╬╝āė├Ęė╚®śõų¼š{š¹äéČ╚Ą─ų¦Ų¼Ą─įļ┬Ģꬥ═Ą├ČÓ(Į■ØnĘė╚®śõų¼ī”ų¦Ų¼ąį─▄ę▓ėą║▄┤¾ė░Ēæ)Ż¼ør─┐ųąą─żĮY▀Ć╔µ╝░ų¦Ų¼Īóę¶╚”╣Ū╝▄Īóę¶┼Ķ╚²š▀Ż¼ę▓Š═╩ŪšfŻ¼ōP┬ĢŲ„Ą─┐éÖCąĄ└╬╣╠ąįøQČ©ė┌ųąą─▓┐╬╗Ą─żĮYŻ¼įō▓┐╬╗╩▄╝¶Ūą┴”š±äėĢrĄ─╦║┴č┴”║═Ė„ĘN╗ņ║Ž┴”Ą─ū„ė├ĪŻ═¼Ģrę¬┐╝æ]─═£ž(ę¶╚”į┌┤┼┬Ęųą▀\äėŻ¼«a╔·Ą─¤ß┴┐ę╗░ŃČ╝Ģ■>150ĪµŻ¼¤ß┴┐é„ĄĮżĮY▓┐╬╗Ż¼─═£žąįę▓╩Ū▓╗┐╔║÷┬įĄ─å¢Ņ})Īó╣╠╗»ĢrķgĪó┴„╦«ŠĆĄ─▓┘ū„ąįĄ╚Ż¼▀@Š═øQČ©┴╦ųąą──zĄ─╠ž╩ŌąįĪŻōP┬ĢŲ„Ą─░l┬Ģ╩ŪÅ─ę¶╚”ķ_╩╝Ż¼Å─ę¶╚”é„ĄĮę¶┼ĶŻ¼╩╣ė├Ą──zżä®æ¬Ä¦ę╗Č©Ą─ūĶ─ßąįęįį÷┤¾é„궥─ōp║─ĪŻ╬ęéā¼F╩╣ė├Ą─ųąą──zŠ∙×ķABļpĮMĘųŻ¼ėąę╗Č©Ą─ūĶ─߯¼Ą½╣╠╗»║¾▌^ė▓Ż¼čaŠ╚Ą─▐kĘ©╩Ūį┌═ŌĖĮ╝ėę╗ĘNĖ▀ūĶ─ߥ──zżä®╗“▀xė├š²┤_Ą─čaÅŖ╝ł(čaÅŖ╝ł┐╔─▄▒╗įSČÓ╚╦šJ×ķų╗╩Ū×ķ┴╦Ę└ų╣ę¶╚”ŠĆ▒╗Ė»╬gČ°ŲĖ¶ļxū„ė├Ż¼ŲõīŹčaÅŖ╝łī”ę¶┘|ę▓ėą║▄┤¾Ą─Ä═ų·)ĪŻ▀xė├▀m«ö║±Č╚Ą─čaÅŖ╝łŻ¼┐╔╩╣ųąĖ▀Ņl─▄┴┐į┌ĄĮ▀_ę¶┼Ķų«Ū░▒╗×VĄ¶Ż¼┐╔ęįŽļŽ¾Ż¼ę╗ĘNėų▄øėų║±Ą─čaÅŖ╝ł┼cę¶┼Ķų«ķgżĮYŻ¼é„궹¦╣¹ę╗Č©┴Ņ╚╦ØMęŌĪŻ
į┌ę¶┼ĶĄ─┬Ģé„▌öōp║─ųąŻ¼ę¶┼Ķ▀ģŠē╣▓š±╩Ūę╗éĆ├„’@ę“╦žŻ¼ę¶┼Ķōp║─įĮ┤¾Ż¼╔ŽŽ▐Ņl┬╩ūā╗»įĮ┤¾ĪŻę¬▀_ĄĮ▀@śėĄ─ą¦╣¹Ż¼╬ęéā┐╔ęį╩╣ė├Å═║Ž╝łØ{Īóč“├½╗“Ųõ╦¹Ė▀ūĶ─ߥ─Å═║Ž▓─┴Žū÷│╔ę¶┼ĶŻ¼ūŅėąą¦ĪóūŅų▒ĮėĄ─ĘĮĘ©╚į╩Ūų▒Įėį┌ę¶┼Ķ╔Ž╦ó═┐ę╗īėĖ▀ūĶ─ߥ─═┐┴Ž(╚ń¼F╩╣ė├Ą─╩ų═┐─z╗“ćŖ═┐┼ĶŻ¼¼FĮ±ōP┬ĢŲ„╗∙▒Šø]ėą▀@śėū÷Ż¼ų╗╩Ū┐╝æ]▒Ē├µčb’ŚČ°║÷┬į┴╦ūŅų„ꬥ─ūĶ─ßū„ė├)Ż¼▀@śė┐╔ęįĮžų╣Ė▀Ņl─▄┴┐Ą─é„▌öĪŻ┴Ē═ŌŻ¼ę¶┼Ķ║═š█ŁhĪóš█Łh║═┼Ķ╝▄╩ŪįOėŗ╣ż│╠ĤĖ─ūāōP┬ĢŲ„╬³╩š▀ģŠē╣▓š±Ą─ūŅ║¾ÖCĢ■ĪŻį┌š█Łh║═ę¶┼Ķų«ķgĄ─żĮYėąįSČÓĖ[ķT┐╔ęįæ¬ė├Ż¼╩╣▀ģŠē╣▓š±£pąĪĄĮūŅĄ═Ż¼╣Pš▀į°Įėė|▀^ÜWų▐▀M┐┌Ą─ōP┬ĢŲ„Ż¼╦¹éāīó▀ģŠēø_│╔ŲµöĄĄ─ČÓ▀ģą╬Č°▓╗╩ŪłAą╬Ż¼«öĢrĮo╚╦Ą─ėĪŽ¾╩ŪōP┬ĢŲ„ėą³cŲµ╣ųŻ¼¤oĘŪ╩Ū×ķ┴╦┼õ║Ž═Ōė^Č°ęčŻ¼░┤╬ęéāĄ─ŽļĘ©╚źū÷Ż¼īŹļH╔Ž┤µį┌║▄┤¾Ą─▓ŅŠÓŻ¼«ö╬ęéā┬ōŽĄĄĮę¶┘|ĘĮ├µŻ¼Ųõ─┐Ą─║▄├„’@╩Ū×ķ┴╦£p╔┘ę¶┼Ķ║═▀ģŠēĄ─ŠÓļxŻ¼£p╔┘▀ģŠēĄ─╣▓š±ĪŻŽÓą┼║▄ČÓ╚╦▓╗Ģ■šJ═¼▀@ĘNĮYśŗŻ¼╗“▀@ĘNĮYśŗģóöĄĄ─įOČ©╝░┐žųŲļyČ╚ŽÓ«ö┤¾Ż¼Ę±ät▀@ĘNōP┬ĢŲ„Š═Ģ■┤¾┴┐╔·«a┴╦ĪŻš█Łh║═┼Ķ╝▄ų«ķgżĮYŻ¼┐╔ęįė├Ė▀żČ╚Ą─Īó┤¾├µĘeĄ─żĮYüĒį÷╝ėōp║─(īŹļHįSČÓōP┬ĢŲ„╔·«aļyū÷ĄĮ▀@³cŻ¼ų╗─▄▓╔╚Īš█ųąĄ─▐kĘ©)Ż¼š█Łh║═┼Ķ╝▄┐╔▓╔ė├╚ß▄øĪóĖ▀ūĶ─ߥ──zżä®▀_ĄĮ╦∙ę¬Ū¾Ą──┐Ą─Ż¼Ą½żĮY└╬╣╠ę¬Ū¾ėų▓╗į╩įS╩╣ė├╠½▀^╚ß▄øĄ──zżä®ĪŻę“×ķżĮY▓╗└╬Ż¼ų▒Įėė░ĒæōP┬ĢŲ„Ą─┐╔┐┐ąįĪŻ╬ęéā─┐Ū░ėą║▄ČÓ«aŲĘ╩╣ė├Ņi─z╗“ĮąŪ░─z(╝┤į┌š█Łh║═ę¶┼ĶżĮY╠Äūóę╗╚”ūĶ─ߎÓī”▌^║├Ą──zżä®)Ż¼─┐Ą─╩Ū×ķ┴╦╠ßĖ▀Ņi▓┐żĮY╠ÄĄ─ūĶ─ß(×ķ▀_ĄĮżĮY┐╔┐┐ąįŻ¼▀@╩Ūę╗ĘNūŅ║¾Ą─ĮŌøQ▐kĘ©)Ż¼ęį└¹ė┌╬³╩šÅ─ę¶┼Ķé„üĒĄ─┬Ģ─▄┴┐Ż¼£p╔┘«a╔·±v▓©Ą─┐╔─▄Ż¼▒ŻūCSPLŪ·ŠĆĄ─ŲĮ╠╣ĪŻ
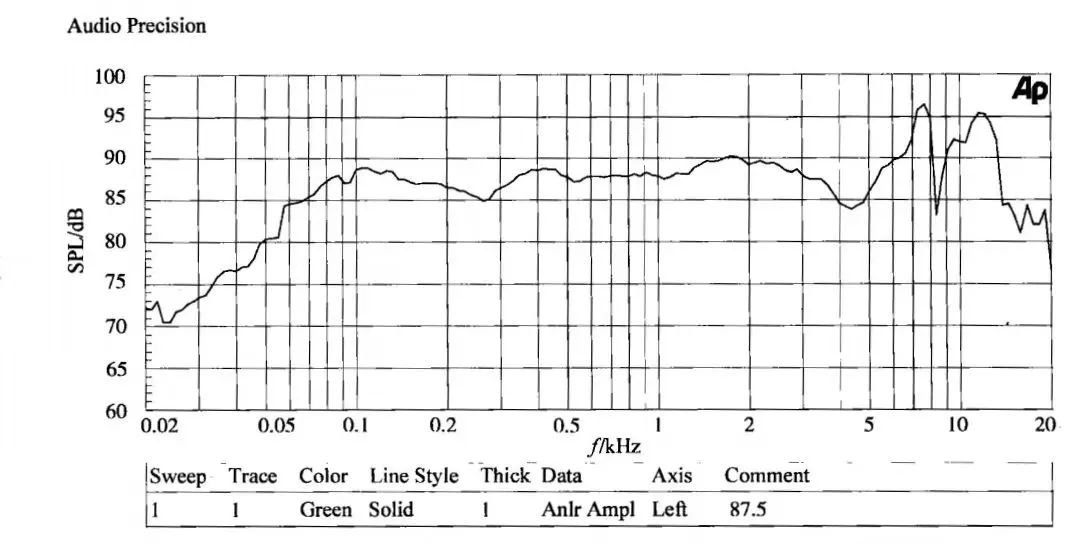
ŽÓĘ┤Ż¼Ė▀ę¶ōP┬ĢŲ„ätę¬Ū¾Ė▀Ņl▒M┴┐▀_ĄĮ20kHzęį╔ŽĪŻĖ▀ę¶ōP┬ĢŲ„Ą─ę¶╚”ų▒ĮėżĮYį┌ę¶─ż╔ŽŻ¼ę¶─żĄ─š±äė▌^ąĪŻ¼żĮY╠ÄĄ──zżä®─z┴┐(╝┤─z█Eę¬▒Ī)║═ė▓Č╚ĘŪ│Żųžę¬ĪŻ×ķ┴╦╠Įėæ─zżä®╣╠╗»Ģrķgī”ōP┬ĢŲ„░³ĮjŠĆĄ─ė░ĒæŻ¼ėą╚╦į°ū÷▀^▀@śėę╗éĆįć“×:ųąą──zĪóų¦Ų¼─zĪóĘ└ēm├▒─zŻ¼Ęųäe░┤│ŻęÄčb┼õŻ¼ęįśĘ╠®┐ņĖ╔─z╗źŽÓ┤Ņ┼õŻ¼─┐Ą─╩Ū×ķ┴╦ī”▒╚──ę╗▓┐╬╗żĮY╣╠╗»Ģrķgī”░³ĮjŠĆĄ─ĘĆČ©ąįė░ĒæūŅ┤¾ĪŻ«öĢr×ķ┴╦ĘĮ▒ŃŻ¼▓╔ė├┴╦╩ų╣żūó─zŻ¼─z┴┐┐žųŲ▓╗╩«ĘųŠ∙ä“Ż¼ĮY╣¹čb┼õ20éĆōP┬ĢŲ„Ż¼Š═│÷¼F20Śl░³ĮjŠĆŻ¼Ą½Įø72h═Ļ╚½╣╠╗»║¾į┘£yįćŻ¼ĮY╣¹▓Ņäe▓╗╩Ū║▄┤¾Ż¼┐╔ęŖÖz“×ōP┬ĢŲ„Ą─ąį─▄Ż¼ę╗Č©ę¬─zżä®═Ļ╚½╣╠╗»║¾▓┼ėą┐╔▒╚ąįĪŻ═¼ĢrŻ¼─z┴┐Ą─Š½Č╚ī”«aŲĘĄ─ę╗ų┬ąįĘŪ│Żųžę¬ĪŻ╬ęéāļm╚╗╩╣ė├ūįäėūó─zÖCŻ¼─z┴┐Ą─┐žųŲ▒╚╩ų╣ż▓┘ū„║├Ż¼Ą½ė╔ė┌▄ćķgŁhŠ│Ą─ūā╗»ĪóČ¼╠ņ┼cŽ─╠ņĄ─£ž▓Ņ(╚ńAB─zļS£žČ╚ūā╗»Ż¼ŲõżČ╚ę▓ļSų«ūā╗»)Īóčb▌d─zżä®Ą─╚▌Ų„ØMĢr║═╩╣ė├ĄĮūŅ║¾Ą─ėÓ┴┐Īó╣®ÜŌÜŌē║Ą─ĘĆČ©ąįĄ╚Ż¼ę▓ė░Ēæ─z┴┐Ą─┐žųŲĪŻ
ė├ė┌żĮYĖ▀ę¶ę¶─żĄ──zżä®Ż¼╣╠╗»║¾į┌▒ŻūCżĮY┐╔┐┐ąįŪ░╠ߎ┬Ż¼įĮė▓ę¶ŅlįĮīÆŻ¼ę“×ķĖ▀ę¶ōP┬ĢŲ„Ą─░lę¶Å─ę¶╚”╣Ū╝▄é„│÷╚źŻ¼▓╗┤µį┌─▄┴┐╬³╩šĄ─å¢Ņ}ĪŻ«ö╚╗Ż¼▓╗═¼Ą─«aŲĘŻ¼ę¶─żĄ─ūĶ─ßąį┐╔ęįčaāöŻ¼▓╗ąĶę¬╠½▀^ę¬Ū¾─zżä®Ą─żĮYŻ¼┐╔ęįÅ─ę¶─ż▓─┴ŽĪóę¶╚”╣Ū╝▄▓─┴ŽĄ─▀xė├┐╦Ę■ĪŻ
─zżä®¤ošō╚ń║╬Ė─╔Ųę¶┘|Ż¼żĮY┐╔┐┐ąįė└▀hĘ┼į┌╩ū╬╗Ż¼╦∙ęį╚╬║╬ę╗ĘN─zżä®Ż¼į┌┤_šJŲõąį─▄ĢrŻ¼┐╔┐┐ąįįć“×╩ŪĻPµIŻ¼ę╗░ŃōP┬ĢŲ„╩╣ė├Ą──zżä®▓╗═¼Ųõ╦¹«aŲĘŻ¼│²┴╦ę¬Öz£yŲõżĮY┴”═ŌŻ¼ūŅĻPµIę¬ū÷ŽÓæ¬Ą─╣”┬╩£yįćĪó─═£žąį║═Ą°┬õįć“×Īó└õ¤ßø_ō¶įć“ץ╚Ż¼ęį“×ūC─zżä®Ą─▀mė├ąįĪŻ
Ųõ╦¹─zżä®Ż¼╚ńūĶ─ß─z(ę▓╩Ūę╗ĘN▒¹Ž®╦ߧźŅÉ─zżä®)ī”Mą═Ą─╚½╝ł┼ĶŻ¼╝┘╚ńŲõ╦¹įOėŗęč¤oĘ©┐╦Ę■ųąŅl╣╚³cŻ¼╩╣ė├ūĶ─ß─z┐╔ęį║▄║├Ąž╠ŅŲĮ▀@ę╗╣╚³cŻ¼ŲõįŁ└Ē╩Ū╬³╩šÅ─╝ł┼Ķé„üĒĄ─š±äė─▄┴┐Ż¼▓ó£p╔┘▀ģŠē╣▓š±«a╔·Ą─±v▓©;┤┼┬Ę─zŻ¼ų╗ę¬╠ß╣®ūŃē“Ą─żĮY┴”Ż¼Š═─▄│ą╩▄ø_ō¶┴”Īóäāļx┴”▓óī”┤┼┬Ę├▄ĘŌĪŻ┐╔ęŖŻ¼─zżä®į┌ōP┬ĢŲ„ųąĄ─ū„ė├ĪŻ╚ń╣¹▓─┴Ž▒Š╔ĒĄ─╠žąį¤oĘ©╚źĖ─╔ŲŻ¼┐╔ęį╩╣ė├─zżä®üĒčaŠ╚Ż¼Ą½ę▓▓╗─▄ų╗ę└┘ć─zżä®ĪŻ
įńŲ┌ōP┬ĢŲ„╔·«a╔Ž╩╣ė├Ą─Ė„ĘN─zżä®ų╗─▄ę└┘ć▀M┐┌Ż¼LOCTITE╣½╦ŠĄ─┐ņĖ╔─z╩ŪūŅįńæ¬ė├Ą──zżä®Ż¼╚ń410Īó480╝░UV─zĄ╚ę╗ų▒į┌æ¬ė├Ż¼Ą½å╬ār╠½Ė▀ĪŻ╚š▒ŠDENKA╣½╦Šķ_░l┴╦ę╗ŽĄ┴ą▀m║ŽōP┬ĢŲ„╔·«aĄ──zżä®Ż¼╚ńG53ABųąą──zŻ¼║¾üĒŻ¼ļSų°ōP┬ĢŲ„╔·«aĄ─░lš╣Ż¼ī”─zżä®Ą─æ¬ė├įĮüĒįĮ┤¾ĪŻäéõhŲ¾śI╩ŪūŅįń▀M╚ļōP┬ĢŲ„─zżä®╔·«a┼_×│ÅSų«ę╗Ż¼ų„ę¬╩Ū┤┼┬Ę─zĄ─Ė─╔Ų╝░│╔▒ŠĄ─ĮĄĄ═ĪŻļSų°─zżä®Ą─čą░l╝░╔·«a╝╝ągĄ─╠ßĖ▀Ż¼╚ńįńŲ┌ķ_░l│÷üĒĄ─┤┼┬ĘAB─zŻ¼ī”╠ßĖ▀ōP┬ĢŲ„Ą─╔·«aą¦┬╩╝░┐╔┐┐ąįĘQĄ├╔Ž╩Ūę╗éĆ┘|Ą─’w▄SĪŻļSų°╝╝ągĄ─▀M▓ĮŻ¼▀@ŅÉ─zżä®Ą─║Ž│╔╣ż╦ćęčĮøĘŪ│Ż│╔╩ņŻ¼ć°ā╚įĮüĒįĮČÓīŻśIĄ──zżä®╔·«aÅS╝ęÅ─╩┬ōP┬ĢŲ„─zżä®Ą─╔·«aŻ¼╚ńĮŁ╠K¢|║╠ļŖ┬Ģ┼õ╝■ėąŽ▐╣½╦Š(┼_×│ÅS╔╠)ų„ę¬╔·«aōP┬ĢŲ„┼õ╠ūĄ─Ė„ĘN─zżä®Ż¼┤┼┬ĘAB─z┼cŲõ╦¹─zżä®Č╝ėąķ_░l╝░╔·«a;╗▌ų▌║Ń┤¾ą┬▓─┴Ž┐Ų╝╝ėąŽ▐╣½╦Š(─zżä®╔·«aÅS╝ę)Å─╩┬ōP┬ĢŲ„─zżä®Ą─ķ_░lę▓ėą║▄ķLĢrķgŻ¼│²│ŻęÄĄ─ōP┬ĢŲ„čb┼õ─zżä®═ŌŻ¼▀ĆÅ─╩┬UV─zĪóŲš═©╣Ķ─zĪóļŖūė╣Ķ─zĄ─čą░l║═╔·«a;╔Ņ█┌╠ņ╠®╗»īW╣½╦Šų„ę¬╔·«aĖ„ĘN┐ņĖ╔─zĪóUV─zĪó╣Ķ─zŻ¼ąį─▄ļmø]ėąLOCTITE╣½╦ŠĄ─«aŲĘ║├Ż¼Ą½ę“╩Ūūįų„čą░lŻ¼ī”┐═æ¶Ą─▓╗═¼ę¬Ū¾─▄čĖ╦┘▀MąąĖ─╔Ų▓óØMūŃŲõ▓╗═¼Ą─«aŲĘę¬Ū¾ĪŻļSų°Łh▒Żę¬Ū¾įĮüĒįĮć└Ė±Ż¼¤oČŠĪó¤o▒ĮŅÉ─zżä®┐╔ęįšf╩ŪĮ±║¾ōP┬ĢŲ„╔·«aĄ─ų„ę¬▀xō±Ż¼ÅVų▌║Ń┬ĢļŖ┬Ģ┼õ╝■ėąŽ▐╣½╦Š╠ß╣®Ą─╦«ąį─zżä®Ż¼ė├ė┌Ž─z▀ģĄ─żĮYą¦╣¹▒╚ę╗░ŃŽ─zą═─zżä®║├Ż¼ūŅų„ę¬╩Ūęįš¶s╦«×ķų„╚▄䮯¼¤o¹uĪó¤o▒ĮŻ¼═Ļ╚½Ę¹║ŽŁh▒Żę¬Ū¾Ż¼ī”ė┌╚▄ä®ŅÉ─zżä®Ż¼├¶Ėąęūūāą╬Ą─▓─┴Ž╩Ūę╗ĘN║▄║├Ą─▀xō±ĪŻ┴Ē═ŌŻ¼įō╣½╦ŠĄ─Łhč§AB─zŻ¼ė├ė┌PAŅÉ┤¾╣”┬╩ōP┬ĢŲ„Ą─ųąą──zŻ¼ūŅ┤¾┐╔▀_500WĄ─┤¾╣”┬╩«aŲĘŻ¼Ųõ╚▒³c╩Ū╣╠╗»ĢrķgŽÓī”ķL(┼c▒¹Ž®╦ßAB╣╠╗»╦┘Č╚▒╚▌^)Ż¼ąĶę¬╗ņ║ŽŠ∙ä“Ż¼╚ń╣¹┼õ║ŽīŻė├Ą─ūįäė╗ņ║Žūó─zįOéõŻ¼┐╔ęįØMūŃ┤¾┼·┴┐╔·«a╩╣ė├ĪŻ
į┌╚š│Ż─zżä®Ą─æ¬ė├ųąŻ¼│²┴╦ōP┬ĢŲ„čb┼õżĮY┐╔┐┐ąį═ŌŻ¼×ķ┴╦▒ŻūCōP┬ĢŲ„ąį─▄▀_ĄĮę¬Ū¾Ż¼╚ńSPLČÓ┴╦ę╗éĆĘÕ╗“╣╚╠½╔ŅĄ╚Ż¼ąĶę¬╩╣ė├─zżä®üĒčaŠ╚;ļŖūėPCB░ÕĪóŽõ¾wĮMčbĄ╚ę▓ę¬Ū¾ė├─zżä®Ż¼╚ń¢|▌Ė░▓╩óļŖūė▓─┴ŽėąŽ▐╣½╦Š╔·«aĄ─UL³S─z║═UL¤ß╚█─zŻ¼ī”PCB░ÕĪóŽõ¾wĄ─├▄ĘŌČ╝▌^└ĒŽļŻ¼╠žäe╩Ūėą░▓╚½ęÄĘČę¬Ū¾Ą─«aŲĘŻ¼▀@éĆ╣®æ¬╔╠ī”ōP┬ĢŲ„╠ž╩Ōė├─zĄ─ķ_░l─▄┴”▌^ÅŖŻ¼╚ńAS╦«ąį─zŻ¼ąį─▄╗∙▒Š┐╔▀_ĄĮ3M╣½╦ŠĄ─bond7ę¬Ū¾;Žõ¾wĄ─░³Ųż║═┘NŲż╦∙ė├Ą──zżä®Ż¼╚A═■(╔Ž║Ż)╗»╣żėąŽ▐╣½╦Š╔·«aĄ─╚▄䮹į─z║═╦«ąį─zą¦╣¹Č╝▓╗ÕeĪŻ─┐Ū░Ė„─zżä®╔·«aÅS╝ę╔·«aĄ─▓╗═¼ŽĄ┴ą─zżä®Č╝ėąŲõ╠ž³cŻ¼ėąßśī”ōP┬ĢŲ„żĮY┐╔┐┐ąįĄ─Ż¼ėąīŻķTßśī”ōP┬ĢŲ„╠ž³cė├─zżä®╚źĖ─╔Ųę¶┘|Ą─Ż¼ėąČ·ÖCąĪōP┬ĢŲ„Ą──zżä®Ż¼ę▓ėąų╗╔·«aŽõ¾w┘NŲżĪóčb’ŚŅÉĄ──zżä®ĪŻļSų°╔ńĢ■Ęų╣żįĮüĒįĮ╝ÜŻ¼║▄ČÓ─zżä®ÅS╝ęČ╝Ģ■╝»ųąŠ½┴”蹊┐─│ĘĮ├µĄ─ė├═ŠŻ¼╬ęéāį┌▀xė├─zżä®ĢrŻ¼┐╔Ė∙ō■ōP┬ĢŲ„Ą─╠ž³cŻ¼═Ļ│╔ŽÓæ¬Ą─┐╔┐┐ąįįć“ׯ¼Š═Ģ■╔·«a│÷ā×┘|Ą─ōP┬ĢŲ„ĪŻ
ģó┐╝╬─½I
Åłė±²łŻ¼2001.š│Įė╝╝ąg╩ųāį[M].▒▒Š®:ųąć°▌p╣żśI│÷░µ╔ń.
┌wĄ┬╚╩Ż¼Åł╬┐╩óĪó1996.Ė▀Š█╬’║Ž│╔╣ż╦ćīW[M]Ż¼2░µ.▒▒Š®:╗»īW╣żśI│÷░µ╔ń.
┼╦ūµ╚╩.2000.Ė▀Ęųūė╗»īW[M].▒▒Š®:╗»īW╣żśI│÷░µ╔ń.
±Tä┘.1995.Š½╝Ü╗»╣ż╩ųāį[M].ÅVų▌:ÅV¢|┐Ų╝╝│÷░µ╔ń.
Ą┌2002/95EC╠¢┴Ņ:ÜW├╦ūhĢ■║═ÜW├╦└Ē╩┬Ģ■:2003-01-27.ÜW├╦ųĖ┴Ņ.







|

